14/11/2024 15:02:01
触点开关 - 高压电池(高压电池 1.0/1.5)(拆卸和更换)
校正代码 16302102
- 2024 年 7 月 24 日:将工具零件编号从 1046409-00-B – L 型触点开关母排触点变更为 1046409-00-A – L 型触点开关母排触点(第二版)。
- 2024 年 7 月 18 日:添加了 1046409-00-B – L 型触点开关母排触点的工具信息。
- 2024 年 6 月 25 日:鉴于特定市场无 Threebond 密封剂,添加了替代 Threebond 1216E 的密封剂。
- 2024 年 6 月 24 日:添加了“注意高压”警告。
- 2024 年 5 月 29 日:添加了零件列表。
警告
只有接受过高压安全意识培训并完成全部所需认证课程(如适用)的维修技工才允许执行此程序。处理高压线缆、母排或接头时,务必全程穿戴最低防护等级为 0 (1000V) 的适当个人防护装备 (PPE)及高压绝缘手套。有关其他安全信息,请参阅技术注意事项 TN-15-92-003,
高压安全意识注意事项。
警告
执行暴露在高压之下的任何程序之前,请取下佩戴的所有首饰(手表、手链、戒指、项链、耳环、身份牌、穿刺饰品等),并取出口袋中的所有物品(钥匙、硬币、钢笔、铅笔、工具、钮扣等)。
- 1084515-00-E – 电池组 1.0 1.5 现场触点开关套件(不带保险丝)– 1 个
- 1015753-00-C – Model S 高压电池快接板总成 – 1 个
- 1130298-00-B – 现场速配密封件,现场维修套件 – 1 个
- 1064696-01-B – 高压电池梅花螺柱内连接器触点开关 – 2 个
- 1003195-00-E – Model S 高压电池高压传感线束总成 – 1 个
- 1004379-00-B – 8.8 级锌钢 M5-0.8X16 橡胶垫圈螺纹胶螺钉,MPT – 20 个
- 1010395-00-B – 0.5 英寸 X 0.4 英寸乙烯基盖帽– 5 个
- 1004371-00-A – M8, 21, 1 锌钢平垫圈 – 7 个
- 1004400-00-A – SEMS, M8, [9], G0310 六角密封螺母 – 7 个
- 1011756-00-B – Model S 高压电池触点开关绝缘子 – 1 个
- 1014467-00-B – 高压电池云母片 PC1 端母排 MOD-CON 绝缘子总成– 1 个
- 1020444-00-A – 1/8NPTF x 7.6 毫米铜镍六角螺塞 – 1 个
- 1002773-00-A – 变流器电机通气塞,JW – 1 个
- 1016496-00-E – 前通风口盖帽 – 1 个
- 1014884-00-B – 高压电池云母片 PC2 端母排 MOD-CON 绝缘子总成 – 2 个
- 1009210-00-A – 六角黑色锌钢 SEM M6-1x16 螺纹胶螺钉(带垫圈) – 1 个
- 1012699-00-A – Model S 高压电池母排输出绝缘子– 1 个
- 1004295-00-A – M5-0.8, 5 锌钢六角平头螺母(带螺纹胶) – 5 个
- 1023867-00-A – 3/8 直径锥形三元乙丙橡胶塞 – 1 个
- 1067510-00-A – 高压电池触点开关线束总成 – 1 个
- 1046409-00-A – L 型触点开关母排触点(第二版)
- Threebond 1216E (1089956-00-A),Permatex Right Stuff (1031099-00-A) 或 Dowsil 7091 (1962594-00-A)。
拆卸
-
拆下高压电池。请参阅。
警告检查高压电池是否损坏。如果存在任何凹痕、液体泄漏或其他不稳定迹象,请上报 Toolbox 会话。
- 确保整个作业区干净无污染,然后将“高压危险”标志牌放置在电池顶部。
- 围绕作业区放置路障。
- 如果为第一代电池地毯,请换用第二代电池地毯。请参阅。
- 拆下烟火保险丝。请参阅。
- 使用防静电 (ESD-safe) 真空吸尘器清洁后部托盘周边部位,以确保没有灰尘或碎屑进入电池。
- 使用酒精湿巾清洁速接板周边部位。
-
将一段 3M 471 绝缘胶带横向粘贴在高压电池后部,以免不慎拆下横梁螺栓。

-
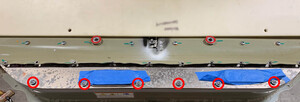
拆下用于固定速接板的螺钉(6 个)、高压电池顶部盖板后边缘的螺钉(10 个)以及最后部的侧面螺钉(2 个)(见图 6)。将这些螺钉放置在指定容器内,以便在重新安装组件之前进行清点。
警告请勿拆下前侧螺钉。提示: 推荐使用以下工具:
- 已绝缘 T25 梅花套筒
- 已绝缘 棘轮/扭矩扳手

-
使用非破坏性刮刀和无弹力锤清除高压电池盖板左后角和右后角与速接板接触处的密封剂。
警告注意尽量避免使高压电池盖板变形。警告刮刀最多可伸入电池腔体 20 毫米,再深入则可能会损坏内部组件。

-
使用非破坏性刮刀和无弹力锤清除高压电池盖板后部与速接板接触处的密封剂。
-
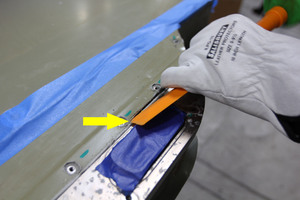
在高压电池盖板与速接板之间居中放置塑料楔子。
注塑料楔子上的切口应朝向高压电池右侧。

- 使用木槌轻敲楔子,确保其完全就位。
- 小心地将盖板向上弯折约 80 度。
-
戴上防高压防静电控制腕带,然后将腕带接地连接夹到高压电池外壳边缘的螺纹孔上。
警告只要盖板打开,就应佩戴防静电控制腕带。否则可能导致灵敏的电气组件受损。

-
向后拉动电池组触点开关纸质绝缘子,然后用胶带将其粘贴到快接板上,使其远离作业区。

-
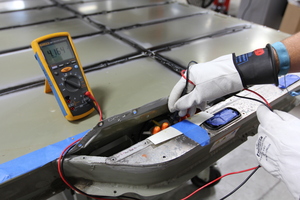
使用绝缘万用表测量电池组触点开关上黄色触点开关环形端子(负极)和紫色触点开关环形端子(正极)之间的电压。
- 如果电压值为 50V 或更高,请确保高压电池保险丝已拆卸。如果已拆卸保险丝,则请上报 Toolbox 会话。
- 如果电压值低于 50V,则继续执行下一步骤。
-
从最左侧的(白色)电池组触点开关螺柱上拆下橙色绝缘帽。将这些盖帽放置在指定容器内,以便在重新安装组件之前进行清点。
警告:一次仅拆下 1 个绝缘帽,以降低高压短路的风险。
- 拆下螺母和垫圈,然后将其放置在指定容器内,以便在重新安装组件之前进行清点。
- 对剩余 3 个电池组触点开关螺柱分别重复步骤18和步骤19。
-
拆下电池组触点开关左侧接地带上的螺栓。将螺栓放置在指定容器内,以便在重新安装组件之前进行清点。
提示: 推荐使用以下工具:
- 已绝缘 10 毫米 12 角深套筒
- 已绝缘 棘轮/扭矩扳手

-
使用绝缘刀片将密封剂涂抹在电池外壳和速接板之间。

-
使用非破坏性刮刀清除速接板后边缘处的密封剂,然后将速接板从高压电池仓上分离。

-
松开最右侧的低压通信线束树形头卡子。

-
向上拉动速接板,然后松开边缘夹。

-
向后移动速接板,然后拆下边缘夹(2 个)。
-
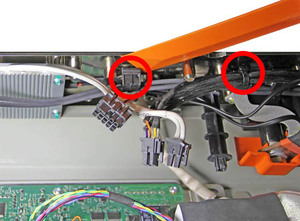
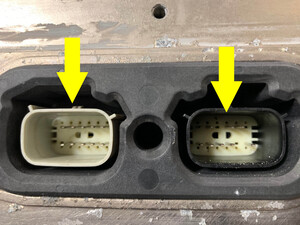
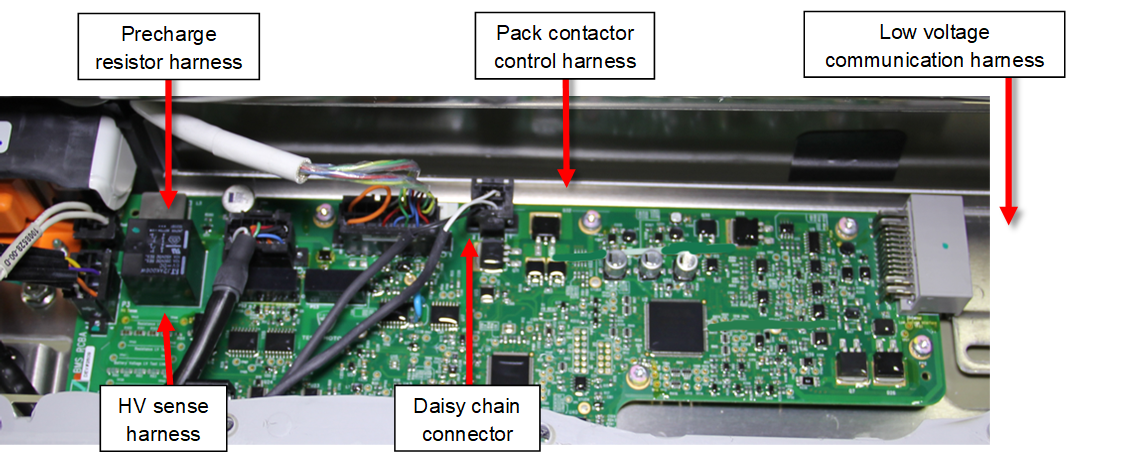
将以下线束从电池管理系统 (BMS) 电路板上断开:
- 预充电电阻线束
- 高压传感线束
- 电池组触点开关控制线束
- 低压通信线束

- 将速接板从高压电池上拆下。
-
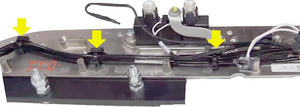
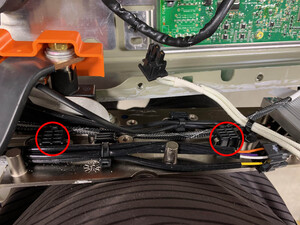
拆下将电池组触点开关固定到高压电池仓的螺母(4 个)(见图 22)。将这些螺母放置在指定容器内,以便在重新安装组件之前进行清点。
提示: 推荐使用以下工具:
- 已绝缘 8 毫米套筒
- 已绝缘 棘轮/扭矩扳手

-
将母排轻轻向上提起,以留出操作电池组触点开关的间隙,然后将电池组触点开关从高压电池仓上拆下。
注橙色塑料分流器绝缘子分开时发出爆裂声是正常现象。安装新的电池组触点开关时,绝缘子两个半件会迅速咬合在一起。



-
使用非破坏性刮刀清除速接板和高压电池仓上的旧密封剂。
注密封表面应该平滑并且一致。无需完全清除密封剂。


- 必要时,可以使用一个小号起子清除螺钉孔中的旧密封剂。
- 使用防静电 (ESD-safe) 真空吸尘器清洁速接板上和高压电池仓内被密封剂覆盖的区域。
-
使用酒精湿巾清洁速接板至高压电池仓表面,然后等待酒精风干 1 分钟。
警告请勿使用除异丙醇 (IPA) 之外的任何物质清洁高压电池外壳。使用其他化学用品(例如制动器清洁剂)可能会腐蚀高压电池外壳上的涂层。
母排检查和整修
警告
继续此程序前,请确保已安装了绿色保险丝标志并戴上了高压绝缘手套和皮革手套保护罩。
-
检查高压电池仓内母排的顶部和底部。使用绝缘的镜子评估母排底部:
- 如果出现任何金属材料转移现象,将无法维修母排。请将高压电池返回到改造中心。
- 如果任一母排的金属发生任何形式的熔化或变形,将无法维修母排。请将高压电池返回到改造中心。
- 检查白色母排绝缘层的顶部和底部是否损坏。如果绝缘层损坏或者剥落长度超过 5 毫米(从母排第一个弯曲处算起),则母排无法维修。请将高压电池返回到改造中心。
- 胶黏剂渗流或塑料熔化是可维修的。

- 使用塑料撬具刮去母排顶部的任何污染物(例如胶黏剂、熔化塑料、烧坏的绝缘层或熔化的绝缘层)。
-
使用酒精湿巾用力擦拭母排顶部和底部,清除所有散落碎屑,然后等待酒精风干 1 分钟。
警告:请勿同时清洁两个母排。
- 使用酒精湿巾清洁白色绝缘层的顶部和底部,然后等待酒精风干 1 分钟。
- 使用另一块酒精湿巾重复步骤3和步骤4。
- 使用绝缘的镜子检查母排底部是否存在任何遗留碎屑或酒精湿巾留下的绒毛。
- 使用防静电 (ESD-safe) 真空吸尘器清除所有碎屑。
-
检查母排状况。
警告请勿拆下损坏的绝缘层。
- 如果所有母排的绝缘状况均良好,则转至步骤11。
- 如果母排绝缘层损坏或者剥落长度不足 5 毫米(从母排第一个弯曲处算起),则继续执行下一步骤。
- 如果母排绝缘层损坏或者剥落长度超过 5 毫米(从母排第一个弯曲处算起),则母排无法维修。请将高压电池返回到改造中心。
- 确保母排绝缘层完全干燥。
-
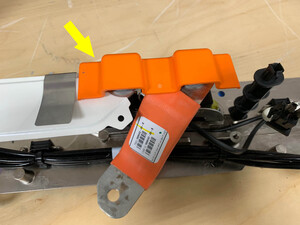
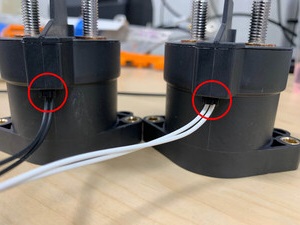
使用聚酰亚胺胶带紧紧缠绕损坏的绝缘层。缠绕绝缘层 2-3 圈,用力按压胶带末端以使其妥善粘合。
警告胶带不得延伸到母排顶部和底部的螺母和垫圈区域。
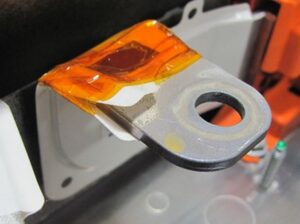
图 1. 请勿将胶带粘到红色区域 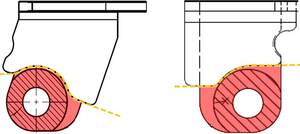
-
检查母排云母片,若破裂或损坏,则请更换。

- 使用防静电 (ESD-safe) 真空吸尘器清除所有碎屑。确保高压电池仓内部或电池管理系统 (BMS) 电路板顶部没有金属屑。
- 断开静电放电 (ESD) 腕带。
- 脱下高压绝缘手套。
速接板检查和整修
警告
:请在远离高压电池的指定安全区域内执行此程序。
注
紧固每个紧固件后,使用油性记号笔做好标记:
- 橙色:结构型紧固件,返工或重新安装标记
- 粉色或紫色:高压紧固件,返工标记
- 绿色:结构型紧固件,原始生产标记(仅供参考)
- 黄色:高压紧固件,原始生产标记(仅供参考)
-
将所有大块或大滴的密封剂从速接板上刮去。

- 将护罩或胶带从高压和低压速接头连接器上拆下或揭下。
- 用真空吸尘器清洁速接板,以清除任何碎屑。
- 使用酒精湿巾清洁速接板,等待速接板彻底风干后再继续操作。
-
检查速接板上的高压和低压速接连接器是否存在损坏或过度磨损的情况。如果任一连接器损坏,请更换整个速接板。
- 将护罩或胶带安装或粘贴到高压和低压速接连接器上。
-
拆下并弃用黑色塑料速接板支柱(如有配备)。

-
将白色触点开关绝缘板从速接板上拆下。请务必清除板上的所有旧粘合剂。
-
拆下并检查输出母排绝缘子。如果有任何损坏迹象,则需使用新绝缘子。
-
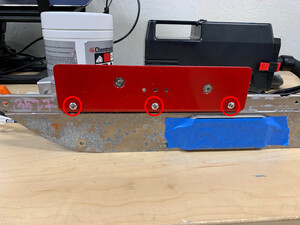
将两个输出母排孔与母排定位固定装置上的立柱对齐,然后使用 M5 紧固件(3 个)将固定装置固定到速接板上。

-
将热敏电阻和卡子从白色输出母排上拆下。将卡子放置在指定容器内,以便在重新安装组件之前进行清点。

-
拆下将输出母排固定到高压速接连接器的 M8 螺栓(2 个),然后拆下母排。
注将这些螺栓放置在指定容器内,以便在重新安装组件之前进行清点。
- 如果车辆采用的后轮驱动,请弃用紧固件和母排。
- 如果车辆采用的双电机,请弃用紧固件并检查母排:
- 如果有任何层离迹象,则弃用母排。
- 如果没有层离迹象,则可以重复使用母排。

-
松开边缘夹(2 个),将高压传感线束从速接板上拆下并弃用。

-
检查指定用于放置已拆紧固件的容器。确保未缺失任何下列紧固件。
警告检查从高压电池上拆下的紧固件,并与剩余的新紧固件进行比较。确保未缺失任何紧固件。如缺失任意上述紧固件,可能是掉入了高压电池仓区域内。如果无法找到丢失的紧固件,请上报 Toolbox 会话。

- 将热敏电阻卡子和两个 M5 螺钉置于一旁,然后弃用剩余紧固件以及橙色的绝缘帽。
-
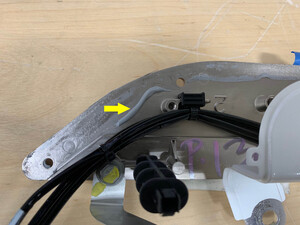
将新的高压传感线束安装到速接板上,位置和走向如图所示。
-
使用已安装的母排固定装置将母排固定在正确位置。
- 后轮驱动:安装 2 个新母排。
- 双电机:安装 2 个旧母排(母排出现层离迹象的除外)。将新的母排安装到绝缘层中。
-
安装新的 M8 螺栓(2 个)(1004392-00-B) ,以固定母排。紧固每个螺栓后,使用粉色或紫色油性记号笔在其顶部做好标记。
 9 Nm (6.6 lbs-ft)提示: 推荐使用以下工具:
9 Nm (6.6 lbs-ft)提示: 推荐使用以下工具:- 13 毫米套筒
- 测微器 棘轮/扭矩扳手
- 回旋头棘轮/回旋头扭矩扳手

-
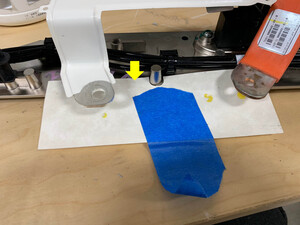
将热敏电阻和热敏电阻卡子重新安装到白色输出母排上,位置和走向如图所示。
注确保热敏电阻末端未从卡子中伸出。

- 拆下母排固定装置(4 毫米)。
-
使用 Hioki 电阻计测量母排和速接螺柱之间的电阻。
警告可接受的电阻值为 0.080 毫欧(80 微欧)至 0.150 毫欧(150 微欧)。如果电阻值低于 0.080 毫欧(80 微欧),请重新放置探针并再次测量。如果电阻值高于 0.150 毫欧(150 微欧),说明高压接头电阻过大。拆下紧固件,使用异丙醇清洁接触区域,重新安装紧固件,再次测试。

-
安装输出母排绝缘子。
警告继续此程序前,确保已正确安装了热敏电阻和热敏电阻卡子。
-
安装新的触点开关绝缘板,然后使用胶带轻轻将板子固定到作业区外。
安装
-
将新的电池组触点开关线束连接到新的电池组触点开关连接器上。
注执行推拉推测试,确保电气连接器完全就位。
- 检查高压绝缘手套,然后佩戴高压绝缘手套和皮质外手套。
- 佩戴静电放电 (ESD) 腕带并将腕带接地连接至高压电池外壳。
- 使用防静电 (ESD-safe) 真空吸尘器清洁高压电池仓。
-
使用合适的绝缘工具轻轻抬起母排,将新的电池组触点开关放置到位。
警告请勿提拉线束以抬起触点开关。警告带黑色电线的电池组触点开关位于左侧,带白色电线的电池组触点开关位于右侧。

-
使用新的 M5 螺母(4 个)将电池组触点开关固定到高压电池仓托盘。紧固螺母,然后使用橙色油性记号笔进行标记。2.8 Nm (2.1 lbs-ft)提示: 推荐使用以下工具:
- 已绝缘 8 毫米套筒
- 已绝缘 棘轮/扭矩扳手
-
重新接合塑料卡子,将橙色分流器盖的上半部分与下半部分重新接合在一起。
注锁片从分流器盖顶部向上弯曲并且下部塑料卡子接合,即表示分流器盖已正确安装。如果锁片与分流器盖顶部齐平,则表明分流器盖未正确安装。


- 轻轻将速接板放置在高压电池后部稍高于速接板正常位置处。
- 将电池组触点开关控制线束排布在白色输出母排上方,然后排布在橙色高压母排上方、速接总成前方。
-
将边缘夹(3 个)连接到速接板。
注电池组触点开关线束使用 3 个较厚的边缘夹。
-
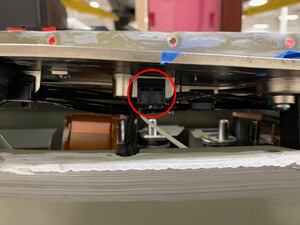
从外侧开始逐步向内操作,将电池管理系统 (BMS) 线束连接到电池管理系统电路板连接器。
警告确保此时菊花链连接器仍然处于正确安装状态,并未意外断开。注对连接器执行推拉推测试,确保已妥善紧固。
-
连接高压电池仓托盘右侧的低压通信线束树形头卡子。

-
安装新的 M6 接地带螺栓。紧固螺钉后,使用粉色或紫色油性记号笔在螺钉头上做好标记。4.5 Nm (3.3 lbs-ft)注紧固接地带螺栓时,确保扭矩扳手未压在高压电池外壳上。这可能导致扭矩读数不准确(过高),从而导致螺栓扭矩不足。提示: 推荐使用以下工具:
- 已绝缘 10 毫米 12 角深套筒
- 已绝缘 棘轮/扭矩扳手
-
将速接板左右两端旧的 M5 螺钉(2 个)重新预装到高压电池仓上。
注请勿在此时安装新的紧固件。


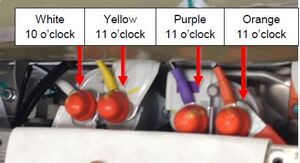
- 将橙色触点开关环形端子放置在最后侧的触点开关螺柱上,注意电线侧朝上。
-
确保端子走向正确,如图所示。橙色端子应在 11 点钟位置。
警告确保端子未靠在塑料支柱顶部。

- 安装新的 M8 垫圈,使扁平的一侧朝下。
-
安装新的 M8 螺母。9 Nm (6.6 lbs-ft)提示: 推荐使用以下工具:
- 已绝缘 13 毫米套筒
- 已绝缘 棘轮/扭矩扳手
- 紧固螺母后,使用粉色或紫色油性记号笔仅在螺母上做好标记。请勿在螺柱上做标记。
- 从右向左分别对紫色、黄色和白色触点开关环形端子重复步骤15至步骤19。
-
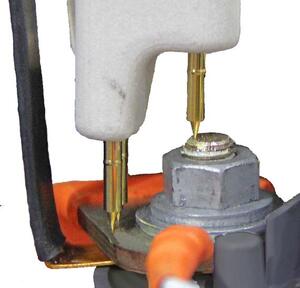
将 3+1 根探针引线连接到 Hioki 电阻计。
警告探针必须接触到裸露的金属表面。请勿触碰油性记号笔标记。
-
测量白色触点开关环形端子所在触点开关螺柱上的电阻值。
- 上部探针必须压在电池组触点开关螺柱顶部,而非螺母顶部。
- 下部探针必须压在母排上,而非触点开关环形端子上。
- L 型探针的弯曲边缘必须压在螺柱肩部一侧。
警告可接受电阻值为 0.050 毫欧(50 微欧)或更低。如果电阻值高于 0.050 毫欧(50 微欧),说明高压接头电阻过大。拆下紧固件,使用异丙醇清洁接触区域,重新安装紧固件,再次测试。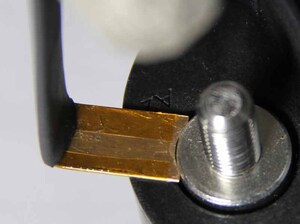
- 对黄色、紫色和橙色触点开关环形端子所在触点开关螺柱分别重复步骤22。
- 使用防静电 (ESD-safe) 真空吸尘器清洁高压电池仓。
-
在每个电池组触点开关端子上安装一个新的橙色绝缘帽。使用粉色或紫色油性记号笔在每个绝缘帽顶部做标记,用于确认:
- 每个端子接头都已正确装配;每个平垫圈都未缺失并且方向正确。
- 端子正确就位于触点开关螺柱上。
- 接头扭矩正确,并且正确进行了标记。
- 测量并记录了电阻值,且电阻值符合要求。

- 揭下将电池组触点开关绝缘板固定在作业区外的胶带。
-
拆下并弃用此前预装的将速接板固定到高压电池仓托盘的旧 M5 螺钉(2 个)。
-
检查分流器绝缘子盖是否已正确卡接入位。
-
使用防静电 (ESD-safe) 真空吸尘器清洁高压电池仓。
注这是将任何遗留碎屑从高压电池内部清除出去的最后机会。
- 取下静电放电 (ESD) 带并断开与高压电池外壳的连接。
- 用酒精湿巾清洁所有密封表面。
- 将长塑料楔子居中放置在高压电池盖板折叠侧。
-
将高压电池顶部盖板平滑并且均匀地向下弯折。
警告请勿使用锤子弯折高压电池盖板。
- 确保高电压电池顶部盖板的弯曲半径完全消除,使其在就位时保持平整。高压电池盖板部分不能有过大下陷,因为这可能会下压到电池组触点开关螺柱上。
-
沿速接板后部部分安装新的 M5 螺钉(6 个)。拧入大约不超过 2 个螺纹。
- 将密封剂装入填缝枪,然后在距离嘴尖约 15 毫米处切出喷嘴。
-
使用不导电楔形工具将速接板稍稍向上抬起,然后在缝隙内涂抹一滴密封剂。确保密封剂溢出速接板左右两端。使用手电筒或车间照明检查密封剂是否覆盖住了整个密封区域。根据需要再涂抹一些密封剂。

-
从中间向外操作,紧固 M5 螺钉(6 个),以固定速接板(扭矩为 6 Nm)。紧固螺钉后,使用橙色油性记号笔在螺钉头上做标记。6 Nm (4.4 lbs-ft)提示: 推荐使用以下工具:
- 已绝缘 T25 梅花套筒
- 已绝缘 棘轮/扭矩扳手
- 使用非破坏性刮刀沿高压电池外壳后部刮去所有密封剂。擦去落在高压警示标签顶部的密封剂。
-
向速接板前法兰以及沿高压电池仓托盘左右侧分别涂抹一大滴密封剂。
警告高压电池顶部盖板向上弯曲处附近表面最易发生泄漏。请务必在这些区域涂抹足量的密封剂。尝试向此区域注入更多密封剂时,请勿松开相邻的螺钉。

-
将高压电池顶部盖板向下弯折。从中心向外操作,向下按压高压电池顶部盖板,同时预装 M5 螺钉(12 个)。此时,高压电池顶部盖板不需要达到完美的平整度或光滑度。

- 从中心向外操作,部分拧紧高压电池顶部盖板安装螺钉。
-
从中心向外操作,紧固高压电池顶部盖板安装螺钉。将各螺栓紧固至规定扭矩后,使用橙色油性记号笔进行标记。6 Nm (4.4 lbs-ft)提示: 推荐使用以下工具:
- 已绝缘 T25 梅花套筒
- 已绝缘 棘轮/扭矩扳手
-
如果电池顶部盖板的任何部分不平整,请使用木槌把手或其他较重的工具将其轻轻向下按压。
注必须压平高压电池顶部盖板的弯曲区域。

- 如果密封剂接触到任一速接连接器的任何部分,请使用浸有异丙醇的无绒布将其清除。
- 使用手电筒或车间照明检查密封剂是否覆盖住了整个高压电池密封区域。根据需要再涂抹一些密封剂。
-
揭下横向粘贴在高压电池后部的胶带。
- 记录高压电池烟火保险丝的零件和序列号。
- 将静电放电 (ESD) 接地带连接到高压电池保险丝盒。
- 戴上防高压防静电控制腕带,将腕带接地用夹子夹在合适的接地点。
- 安装烟火保险丝。请参阅。
-
安装高压电池请参阅。
注连接低压电源后完成操作。
- 连接紧急响应回路和 12V 电池负极端子。请参阅。
- 在车辆 12V 系统仍然被撑起的时候连接 12V 充电器。
-
拆下冷却液储液罐罐盖,检查冷却液液位,必要时加满。
注将 G-48 冷却液加注至储液罐 NOM 线处。
- 将本地装有 Toolbox 3 的笔记本电脑与车辆相连。请参阅。
- 解锁车辆网关。请参阅。
-
在笔记本电脑上,选择
Actions
选项卡,然后搜索 "Contactor Replacement",点击PROC_BMS_X_CONTACTOR-REPLACEMENTvia Toolbox: (link)via Service Mode Plus: High Voltage Battery ➜ Pack Contactor Replacement ➜ Pack Contactor Replacement Routine,点击Run
,然后等待例行程序完成。 -
如果已更换烟火保险丝,通过 Toolbox 3 将烟火保险丝数据写入电池管理系统 (BMS)。选择
Actions
选项卡,搜索Write or Read BMS Pyro Fuse Type
,点击PROC_BMS_X_PYROFUSE-READWRITE-TYPE-YEAR-MONTHvia Toolbox: (link)via Service Mode: High Voltage ➜ HV Battery ➜ Read/Write Fuse Type,根据此前确定信息选择正确的Pyro Fuse Type
,选择Write or Read Pyro Fuse Data
区域的Write
,点击Run
,然后等待例行程序完成。 -
在
Actions
选项卡下搜索Coolant Air Purge
,点击PROC_THC_X_COOLANT-AIR-PURGEvia Toolbox: (link)via Service Mode: Thermal ➜ Actions ➜ Coolant Air Purge,点击Run
,然后等待例行程序完成。 - 将 G-48 冷却液灌注至储液罐 NOM 线处。
- 安装冷却液储液罐罐盖。
- 断开笔记本电脑。
- 将 12V 充电器从车辆上断开。
- 完成安装高压电池的剩余步骤。请参阅。
- 为车辆充电至少 10 分钟。
- 执行车辆试驾,确认不再出现电池管理系统警报。