14/11/2024 06:32:54
컨택터 - HV 배터리(HV 배터리 1.0/1.5)(탈거 및 교체)
교정 코드 16302102
- 2024-07-24L 공구 부품 번호를 1046409-00-B – TIP, CONTACTOR-BUSBAR, L-SHAPED에서 1046409-00-A – TIP, CONTACTOR-BUSBAR, L-SHAPED, REV 02로 변경하였습니다.
- 2024-07-18: 1046409-00-B – TIP, CONTACTOR-BUSBAR, L-SHAPED에 대한 공구 정보를 추가했습니다.
- 2024-06-25: 일부 시장에서 Threebond를 사용할 수 없어 Threebond 1216E를 대신할 대체 실란트를 추가했습니다.
- 2024-06-24: 고압 인식에 대한 경고를 추가했습니다.
- 2024-05-29: 부품 목록을 추가했습니다.
경고
고압 인식 훈련을 받았고 모든 필수 인증 과정(해당하는 경우)을 완료한 기술자만 이 절차를 수행할 수 있습니다. 고전압 케이블, 버스바 또는 피팅을 다룰 때에는 항상 적합한 개인 보호 장비(PPE)와 클래스 0(1000V)의 최소 정격을 갖는 절연 HV 장갑을 착용해야 합니다. 추가 안전 정보는 기술 노트 TN-15-92-003
고압 인식 주의 사항을 참조하십시오.
경고
고전압에 노출되는 절차를 수행하기 전에 작업자에게 모든 장신구(시계, 팔찌, 반지, 목걸이, 귀걸이, ID 태그, 피어싱 장신구 등)를 벗으라고 하고 주머니에서 모든 물건(열쇠, 동전, 펜, 연필, 공구, 패스너 등)을 꺼내 놓으십시오.
- 1084515-00-E – FIELD CTR KIT W/O FUSE PACK 1.0 1.5 – 1개
- 1015753-00-C – ASY, RAPIDMATE PLATE, HVBAT,MDLS – 1개
- 1130298-00-B – FIELD RAPIDMATE SEAL, FIELD REPAIR KIT – 1개
- 1064696-01-B – CONTACTOR,INT CONNECTOR,TORX STUD,HVBAT – 2개
- 1003195-00-E – ASY,HARNESS,HV SENSE,HVBAT,MDLS – 1개
- 1004379-00-B – SCR,M5-0.8X16,R WSH,MPT,STL 8.8,ZN,PATCH – 20개
- 1010395-00-B – CAP,0.5INX0.4IN,VINYL – 5개
- 1004371-00-A – WSHR,FLAT,M8,21,1,STL,ZNC – 7개
- 1004400-00-A – NUT,HX,SEMS,M8,[9],G0310,SEAL – 7개
- 1011756-00-B – INSULATOR,CONTACTORS,HVBAT,MDLS – 1개
- 1014467-00-B – ASY,INSLTR,MOD-CON BUS BR,PC1,MICA,HVBAT – 1개
- 1020444-00-A – PLUG,1/8NPTF x 7.6MM,HEX SCKT,BRSS,NI – 1개
- 1002773-00-A – BREATHER, INVERTER-MOTOR,JW – 1개
- 1016496-00-E – CAP,VENT,FRONT – 1개
- 1014884-00-B – ASY,INSLTR,MOD-CON BUS BR,PC2,MICA,HVBAT – 2개
- 1009210-00-A – SCR,M6-1x16,HEX,w/WSHR,SEM,ST,BK,ZNC,PAT – 1개
- 1012699-00-A – INSULATOR,OUTPUT BUSBARS,HVBAT,MDLS – 1개
- 1004295-00-A – NUT,HF,M5-0.8,5,STL,ZNC,W/PATCH – 5개
- 1023867-00-A – PLUG,RUBBER,EPDM,3/8ID,TAPERED – 1개
- 1067510-00-A – ASY,HARNESS,CONTACTORS,HVBAT – 1개
- 1046409-00-A – TIP, CONTACTOR-BUSBAR, L-SHAPED, REV 02.
- Threebond 1216E(1089956-00-A), Permatex Right stuff(1031099-00-A) 또는 Dowsil 7091(1962594-00-A)
탈거
-
HV 배터리를 탈거합니다. 참조 항목: .
경고HV 배터리의 손상 여부를 점검하십시오. 패임, 유액 누출, 또는 다른 불안정 징후가 있는 경우, Toolbox 세션을 에스컬레이션합니다.
- 작업 영역 전체를 깨끗하게 치운 다음 HV 위험 표식을 배터리 상단에 놓습니다.
- 작업 영역 주변에 바리케이드를 배치합니다.
- 1세대 배터리 블랭킷의 경우 2세대 블랭킷으로 교체하십시오. 참조 항목: .
- 불꽃 점화식 퓨즈를 탈거합니다. 참조 항목: .
- 정전기 방전-안전(ESD-안전) 진공 청소기를 사용하여 후면 트레이 주변 영역을 청소하여 배터리에 들어갈 수 있는 먼지나 이물질을 치웁니다.
- 알코올을 적신 헝겊으로 급속 결합 플레이트 주변을 닦습니다.
-
HV 배터리 후면에 3M 비닐 테이프 471을 붙여 크로스멤버 볼트가 탈거되지 않도록 합니다.

-
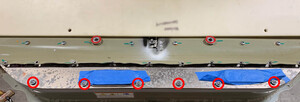
급속 결합 플레이트를 고정하는 나사(6개), HV 배터리 상단 커버 후면 가장자리의 나사(10개), 최후방 측면 나사(2개)를 탈거합니다(그림 6). 구성품 재장착 전에 확인할 수 있도록 탈거한 나사는 지정된 용기에 넣어둡니다.
경고전방 측면 나사는 탈거하지 마십시오.TIp다음 공구 사용을 권장합니다.
- 절연 Torx T25 소켓
- 절연 래칫/토크 렌치

-
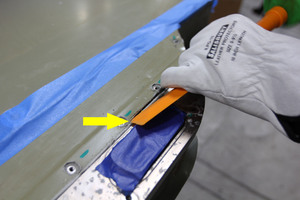
비손상 스크래퍼와 무반동 망치를 사용하여 HV 배터리 커버와 급속 결합 플레이트가 접촉하는 LH 및 RH 후면 모서리에서 실란트를 분리합니다.
경고HV 배터리 커버가 가능한 변형되지 않도록 합니다.경고내부 구성품이 손상되지 않도록 배터리 구멍에 스크래퍼를 20mm 이상 삽입하지 마십시오.

-
비손상 스크래퍼와 무반동 망치를 사용하여 급속 결합 플레이트와 접촉하는 HV 배터리 커버 후면에서 실란트를 분리합니다.
-
플라스틱 웨지를 HV 배터리 커버와 급속 결합 플레이트 사이의 중심에 둡니다.
참고플라스틱 웨지의 노치는 HV 배터리의 오른쪽을 향해야 합니다.

- 나무망치로 웨지를 부드럽게 두드려 웨지가 완전히 안착되었는지 확인합니다.
- 커버를 최대 약 80도까지 조심스럽게 구부립니다.
-
고압 정전기 방지 손목 스트랩을 착용한 다음 나사산 구멍 쪽 스트랩 접지 커넥터를 HV 배터리 인클로저 가장자리에 클립으로 고정합니다.
경고커버를 여는 즉시 정전기 방지 손목 스트랩을 착용합니다. 그렇지 않으면 민감한 전기 구성품이 손상될 수 있습니다.

-
팩 컨택터 용지 절연체를 뒤로 빼낸 다음 급속 결합 플레이트에 테이프로 붙여 작업 영역에서 치워둡니다.

-
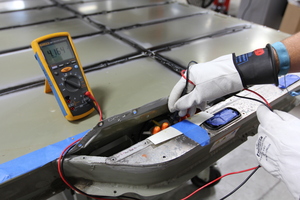
절연 멀티미터를 사용하여 팩 컨택터의 노란색 컨택터 링 단자(음극)와 보라색 컨택터 링 단자(양극) 사이의 전압을 다음과 같이 측정합니다.
- 전압이 50V를 초과하는 경우 HV 배터리 퓨즈가 탈거되었는지 확인합니다. 퓨즈가 탈거된 경우 Toolbox 세션을 에스컬레이션합니다.
- 전압이 50V 이하인 경우 다음 단계를 계속합니다.
-
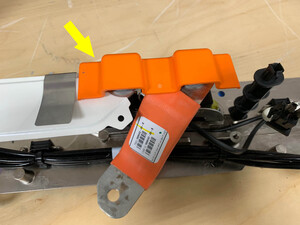
가장 왼쪽(흰색) 팩 컨택터 스터드에서 주황색 절연 캡을 탈거합니다. 구성품 재장착 전에 확인할 수 있도록 탈거한 캡은 지정된 용기에 넣어둡니다.
경고: 고전압 단락 위험을 줄이기 위해 한 번에 한 개의 절연 캡만 탈거합니다.
- 너트와 와셔를 탈거한 다음 구성품 재장착 전에 확인할 수 있도록 지정된 용기에 넣어둡니다.
- 나머지 3개의 팩 컨택터 스터드에 대해 단계 18 및 19 을(를) 반복합니다.
-
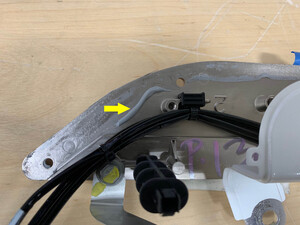
팩 컨택터 왼쪽 접지 스트랩에서 볼트를 탈거합니다. 구성품 재장착 전에 확인할 수 있도록 탈거한 볼트는 지정된 용기에 넣어둡니다.
TIp다음 공구 사용을 권장합니다.
- 절연 10mm 12 포인트 딥소켓
- 절연 래칫/토크 렌치

-
절연 블레이드를 사용하여 배터리 인클로저와 급속 결합 플레이트 사이의 실란트에 금을 긋습니다.

-
비손상 스크래퍼를 사용하여 급속 결합 플레이트의 후면 가장자리에 있는 실란트를 분리한 다음 급속 결합 플레이트를 보조 베이에서 분리합니다.

-
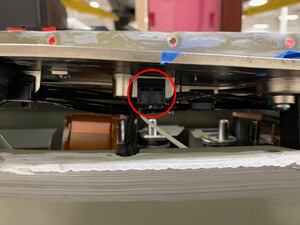
저전압 통신 하네스의 가장 오른쪽 퍼트리 클립을 분리합니다.

-
급속 결합 플레이트를 들어올리고 에지 클립을 분리합니다.

-
급속 결합 플레이트를 뒤로 옮기고 에지 클립(2개)을 탈거합니다.
-
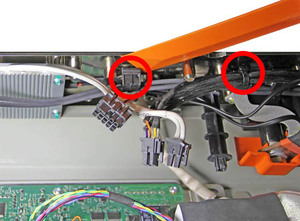
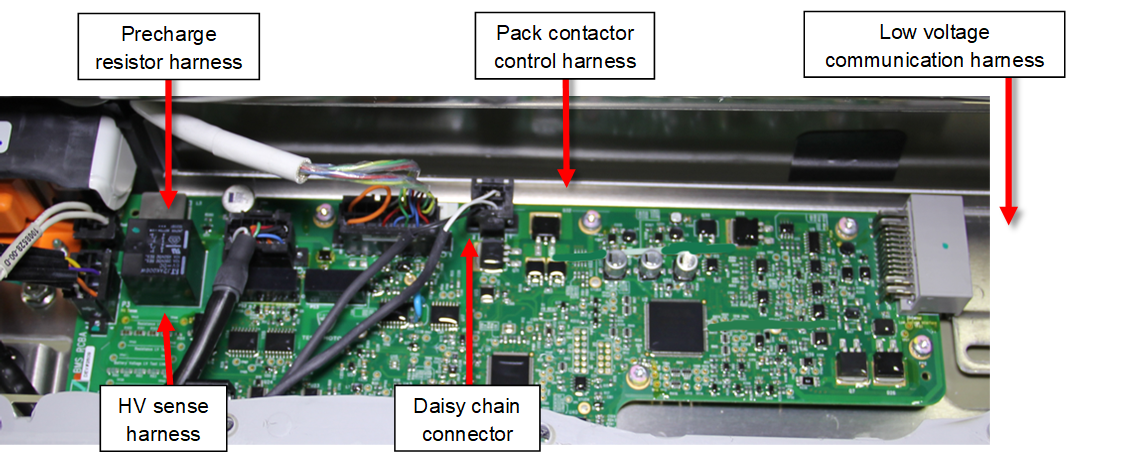
배터리 관리 시스템(BMS) 회로 기판에서 다음 하네스를 연결 해제합니다.
- 프리차지 저항기 하네스
- HV 감지 하네스
- 팩 컨택터 제어 하네스
- 저전압 통신 하네스

- HV 배터리에서 급속 결합 플레이트를 탈거합니다.
-
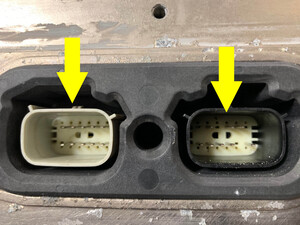
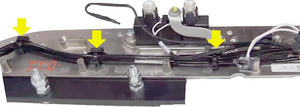
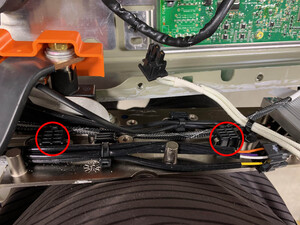
팩 컨택터를 보조 베이에 고정하는 너트(4개)를 탈거합니다(그림 22). 구성품 재장착 전에 확인할 수 있도록 탈거한 너트는 지정된 용기에 넣어둡니다.
TIp다음 공구 사용을 권장합니다.
- 절연 8mm 소켓
- 절연 래칫/토크 렌치

-
버스바를 약간 위로 들어 올려 팩 컨택터 탈거에 필요한 간격을 확보한 다음 보조 베이에서 팩 컨택터를 탈거합니다.
참고주황색 플라스틱 션트 절연체를 분리할 때 펑 소리가 나는 것은 정상입니다. 새 팩 컨택터를 장착할 때 절연체 절반이 다시 딸깍 소리가 나며 닫힙니다.



-
비손상 스크래퍼를 사용하여 급속 결합 플레이트와 보조 베이에서 기존 실란트를 제거합니다.
참고씰링 표면은 매끄럽고 균일해야 합니다. 실란트를 완전히 제거할 필요가 없습니다.


- 필요시 작고 뾰족한 막대를 사용하여 나사 구멍에서 기존 실란트를 제거합니다.
- ESD 안전 진공 청소기를 사용하여 실란트로 덮힌 부분, 급속 결합 플레이트 및 보조 베이 내부를 청소합니다.
-
알코올을 적신 헝겊으로 보조 베이 표면 쪽 급속 결합 플레이트를 청소한 다음 알코올이 마를 때까지 1분간 기다립니다.
경고HV 배터리 인클로저를 세척하는 데 IPA(이소프로필 알코올)만 사용하십시오. 브레이크 클리너와 같은 다른 화학 물질을 사용하면 HV 배터리 인클로저의 코팅이 부식될 수 있습니다.
버스바 검사 및 재단장
경고
이 절차를 수행하기 전에 녹색 퓨즈 플래그가 장착되었고 HV 절연 장갑 및 가죽 장갑 보호구를 모두 착용했는지 확인합니다.
-
보조 베이 내부 버스바의 상단 및 하단을 검사합니다. 절연 미러를 사용하여 다음과 같이 버스바의 하단을 평가합니다.
- 금속 재료 전이가 발생한 경우 버스바는 수리할 수 없습니다. HV 배터리를 재제조 센터로 반납하십시오.
- 버스 바의 금속이 녹거나 변형된 경우에는 버스 바를 수리할 수 없습니다. HV 배터리를 재제조 센터로 반납하십시오.
- 흰색 버스바 절연체의 상단과 하단의 손상 여부를 검사합니다. 절연체가 손상되거나 버스바의 첫 번째 굽은 부위에서 5mm 초과하여 벗겨지면 버스바는 수리할 수 없습니다. HV 배터리를 재제조 센터로 반납하십시오.
- 접착제가 스며들거나 녹은 플라스틱은 수리가 가능합니다.

- 플라스틱 프라이툴을 사용하여 버스바 상단의 비금속 오염(예: 접착제, 녹은 플라스틱, 연소된 절연체 또는 녹은 절연체)을 긁어냅니다.
-
버스바 상단과 하단을 알코올을 적신 헝겊으로 깨끗이 닦아서 잔해를 제거하고 알코올이 마를 때까지 1분간 기다립니다.
경고: 동시에 두 버스바를 청소하지 마십시오.
- 알코올을 적신 헝겊으로 흰색 절연체의 상단 및 하단을 닦은 다음 알코올이 마를 때까지 1분간 기다립니다.
- 다른 알코올을 적신 헝겊으로 단계 3 및 4을(를) 반복합니다.
- 절연 미러를 사용하여 버스바 하단에 알코올을 적신 헝겊으로 잔해나 보풀이 없는지 확인합니다.
- ESD 안전 진공 청소기를 사용하여 모든 잔해를 제거합니다.
-
버스바 상태를 검사합니다.
경고손상된 절연체를 탈거하지 마십시오.
- 버스바 절연체의 상태가 양호하면 단계 11로 건너뜁니다.
- 버스바 절연체가 손상되거나 버스바의 첫 번째 굽은 부위에서 5mm 이하로 벗겨진 경우 다음 단계로 계속 진행합니다.
- 버스바 절연체가 손상되거나 버스바의 첫 번째 굽은 부위에서 5mm 초과하여 벗겨진 경우 버스바는 수리할 수 없습니다. HV 배터리를 재제조 센터로 반납하십시오.
- 버스바 절연체가 완전히 건조되었는지 확인합니다.
-
손상된 절연체는 폴리이미드 테이프로 완전히 감쌉니다. 절연체를 2~3회 감싸고 잘 접착되도록 테이프 끝을 단단히 누릅니다.
경고테이프를 버스바 상단 및 하단의 너트 및 와셔 부분에 붙이면 안 됩니다.
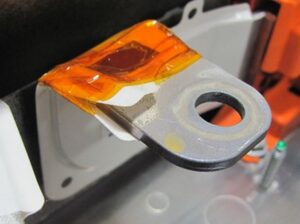
그림 1. 빨간색 영역에는 테이프를 붙이지 마십시오. 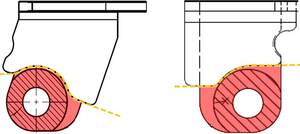
-
버스바 미카를 검사하고 미카가 파손되거나 손상된 경우 교체합니다.

- ESD 안전 진공 청소기를 사용하여 모든 잔해를 제거합니다. 보조 베이 내부 또는 BMS 회로 기판 위에 금속 부스러기가 없는지 확인합니다.
- ESD 손목 스트랩을 연결 해제합니다.
- HV 절연 장갑을 벗습니다.
급속 결합 플레이트 검사 및 재단장
경고
: 이 절차는 HV 배터리에서 떨어진 지정된 안전 영역에서 수행하십시오.
참고
토크로 조인 후 페인트 펜으로 각 패스너에 표시합니다.
- 주황색: 구조용 패스너, 재작업 또는 재장착 표시
- 분홍 또는 보라색: HV 패스너, 재작업 표시
- 녹색: 구조용 패스너, 기존 생산 표시(참조용)
- 노란색: HV 패스너, 기존 생산 표시(참조용)
-
급속 결합 플레이트에서 큰 실란트 덩어리나 비드를 긁어냅니다.

- 고전압 및 저전압 급속 결합 커넥터에서 커버 또는 테이프를 제거합니다.
- 급속 결합 플레이트를 진공 청소하여 잔해를 제거합니다.
- 알코올을 적신 헝겊으로 급속 결합 플레이트를 닦고 계속하기 전에 급속 결합 플레이트가 완전히 건조되도록 합니다.
-
급속 결합 플레이트의 고전압 및 저전압 급속 결합 커넥터가 손상되거나 과도하게 마모되었는지 확인합니다. 커넥터가 하나라도 손상된 경우 급속 결합 플레이트를 모두 교체합니다.
- 고전압 및 저전압 급속 결합 커넥터에 보호용 커버(또는 테이프 부착)를 장착합니다.
-
장착된 경우 검정색 플라스틱 급속 결합 플레이트 지지 포스트를 탈거하고 폐기합니다.

-
급속 결합 플레이트에서 흰색 컨택터 절연체 시트를 탈거합니다. 플레이트에서 기존 접착제를 모두 제거해야 합니다.
-
출력 버스바 절연체를 탈거하여 검사합니다. 손상 흔적이 있는 경우 새 절연체가 필요합니다.
-
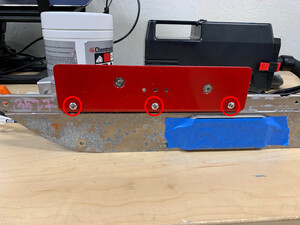
출력 버스바 구멍 2개를 버스바 위치 지정 픽스처의 포스트와 정렬한 다음 M5 패스너(3개)를 사용하여 급속 결합 플레이트에 픽스처를 고정합니다.

-
흰색 출력 버스바에서 서미스터와 클립을 탈거합니다. 구성품 재장착 전에 확인할 수 있도록 탈거한 클립은 지정된 용기에 넣어둡니다.

-
출력 버스바를 HV 급속 결합 커넥터에 고정하는 M8 볼트(2개)를 탈거한 다음 버스바를 탈거합니다.
참고구성품 재장착 전에 확인할 수 있도록 탈거한 볼트는 지정된 용기에 임시로 넣어둡니다.
- 차량이 후륜 구동인 경우 패스너와 버스바를 폐기합니다.
- 차량이 듀얼 모터 구동인 경우 패스너를 폐기하고 버스바를 다음과 같이 검사합니다.
- 박리 흔적이 있는 경우 버스바를 폐기합니다.
- 박리 흔적이 없는 경우 버스바를 재사용할 수 있습니다.

-
에지 클립(2개)을 풀어 급속 결합 플레이트에서 HV 감지 하네스를 탈거하고 폐기합니다.

-
탈거된 패스너를 고정하도록 지정된 용기를 검사합니다. 아래에 나열된 패스너가 모두 있는지 확인합니다.
경고HV 배터리에서 탈거된 패스너를 확인하고 나머지 새 패스너와 비교합니다. 모든 패스너가 맞게 있는지 확인합니다. 탈거한 패스너가 부족한 경우 보조 베이 내부 영역에 떨어져 있을 수도 있습니다. 찾을 수 없는 경우 Toolbox 세션을 에스컬레이션합니다.

- 서미스터 클립과 M5 나사 2개를 옆으로 놓은 다음 나머지 패스너와 주황색 절연 캡을 폐기합니다.
-
새 HV 감지 하네스를 표시된 위치와 방향으로 급속 결합 플레이트에 장착합니다.
-
장착된 버스바 위치 지정 픽스처를 사용하여 버스바를 올바르게 배치합니다.
- 후륜 구동: 새 버스바 2개를 장착합니다.
- 듀얼 모터: 박리 징후가 없으면 기존 버스바 2개를 장착합니다. 이러한 경우 새 버스바를 장착합니다.
-
버스바를 고정하는 새 M8 볼트(2개)(1004392-00-B)를 장착합니다. 분홍 또는 보라색 페인트 펜을 사용하여 토크로 조인 후 각 볼트 헤드에 표시합니다.
 9 Nm (6.6 lbs-ft)TIp다음 공구 사용을 권장합니다.
9 Nm (6.6 lbs-ft)TIp다음 공구 사용을 권장합니다.- 13mm 소켓
- 마이크로미터 래칫/토크 렌치
- 육각 헤드 래칫/플렉스 헤드 토크 렌치

-
그림에 표시된 위치와 방향으로 흰색 출력 버스바에 서미스터와 서미스터 클립을 재장착합니다.
참고서미스터 끝이 클립에서 돌출되지 않도록 합니다.

- 버스바 위치 지정 픽스처(4mm)를 탈거합니다.
-
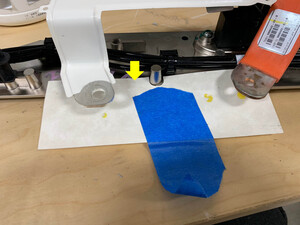
Hioki 저항계를 사용하여 버스바와 급속 결합 스터드 사이의 저항을 측정합니다.
경고허용 가능한 저항은 0.080mΩ(80μΩ)~0.150mΩ(150μΩ)입니다. 저항이 0.080mΩ(80μΩ) 미만일 때에는 프로브를 재배치하고 다시 측정합니다. 저항이 0.150mΩ(150μΩ)을 초과하면 고전압 조인트에 저항이 너무 많은 것입니다. 패스너를 탈거하고 이소프로필 알코올로 해당 부위를 청소한 후 패스너를 다시 장착하고 다시 테스트합니다.

-
출력 버스바 절연체를 장착합니다.
경고이 절차를 계속 진행하기 전에 서미스터와 서미스터 클립이 제대로 장착되었는지 확인합니다.
-
새 컨택터 절연체 시트를 장착한 다음 시트에 테이프를 붙여 한쪽으로 치워둡니다.
장착
-
새 팩 컨택터 하네스를 새 팩 컨택터 커넥터에 고정합니다.
참고밀고 당기기 연결 검사를 수행하여 전기 커넥터가 완전히 안착됐는지 확인합니다.
- HV 절연 장갑을 검사한 다음, HV 절연 장갑 및 가죽을 덧댄 장갑을 착용합니다.
- ESD 손목 스트랩을 착용하고 스트랩을 HV 배터리 인클로저에 접지합니다.
- 보조 베이 내부를 ESD 안전 진공 청소기로 청소합니다.
-
올바른 절연 공구를 사용하여 버스바를 부드럽게 들어올리고 새 팩 컨택터를 제 위치에 배치합니다.
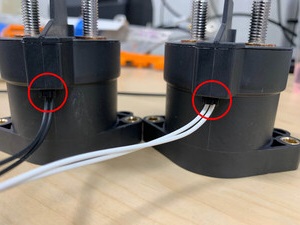
경고컨택터를 와이어 하네스로 들어올리지 마십시오.경고검은색 와이어가 있는 팩 컨택터는 왼쪽에 있고 흰색 와이어가 있는 팩 컨택터는 오른쪽에 있습니다.

-
새 M5 너트(4개)로 팩 컨택터를 보조 베이 트레이에 고정합니다. 토크로 조인 후 너트를 주황색 페인트 펜을 사용하여 표시합니다.2.8 Nm (2.1 lbs-ft)TIp다음 공구 사용을 권장합니다.
- 절연 8mm 소켓
- 절연 래칫/토크 렌치
-
플라스틱 클립을 다시 맞물려 주황색 션트 커버의 상단 절반을 하단 절반에 다시 연결합니다.
참고션트 커버는 탭이 커버 상단에서 위로 구부러지고 하단 플라스틱 클립이 맞물릴 때 제대로 장착됩니다. 탭이 커버 상단과 평평하면 션트 커버가 제대로 장착되지 않습니다.


- 급속 결합 플레이트를 HV 배터리 후면의 정상 위치보다 약간 위에 놓습니다.
- 팩 컨택터 제어 하네스를 흰색 출력 버스바 위로 배선한 다음 주황색 HV 버스바 위, 급속 결합 어셈블리 앞으로 배선합니다.
-
에지 클립(3개)을 급속 결합 플레이트에 연결합니다.
참고팩 컨택터 하네스는 더 두꺼운 에지 클립 3개를 사용합니다.
-
BMS 하네스를 외측에서 시작하여 안쪽으로 작업하면서 BMS 회로 기판 커넥터에 고정합니다.
경고직렬 연결 커넥터가 여전히 올바르게 장착되어 있는지, 실수로 연결 해제되지 않았는지 확인합니다.참고커넥터에서 "밀고 당기기 연결" 검사를 수행하여 올바르게 고정되었는지 확인합니다.
-
보조 베이 트레이 오른쪽에 있는 저전압 통신 하네스 퍼트리 클립을 연결합니다.

-
새 M6 접지 스트랩 볼트를 장착합니다. 분홍 또는 보라색 페인트 펜을 사용하여 토크로 조인 후 나사 헤드에 표시합니다.4.5 Nm (3.3 lbs-ft)참고접지 스트랩 볼트를 조일 때 토크 렌치가 HV 배터리 인클로저에 눌리지 않도록 합니다. 토크 판독값이 부정확하게 높아져 볼트에 토크 부족이 발생할 수 있습니다.TIp다음 공구 사용을 권장합니다.
- 절연 10mm 12 포인트 딥소켓
- 절연 래칫/토크 렌치
-
급속 결합 플레이트의 LH 및 RH 끝에 있는 기존 M5 나사(2개)를 보조 베이에 느슨하게 재장착합니다.
참고이 시점에는 새 패스너를 장착하지 마세요.


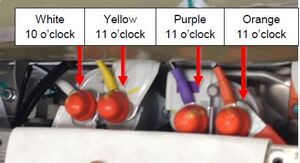
- 주황색 컨택터 링 단자를 가장 오른쪽 컨택터 스터드에, 와이어가 위로 향하도록 배치합니다.
-
단자가 표시된 것처럼 올바른 방향으로 배치되었는지 확인합니다. 주황색 단자는 11시 위치에 있어야 합니다.
경고단자가 플라스틱 포스트 상단에 놓이지 않도록 하십시오.

- 평평한 면이 아래를 향하도록 새 M8 와셔를 장착합니다.
-
새 M8 너트를 장착합니다.9 Nm (6.6 lbs-ft)TIp다음 공구 사용을 권장합니다.
- 절연 13mm 소켓
- 절연 래칫/토크 렌치
- 분홍 또는 보라색 페인트 펜을 사용하여 토크로 조인 후 너트에만 표시합니다. 스터드에는 표시하지 마십시오.
- 보라색, 노란색, 흰색 컨택터 링 단자에 대해 단계 15~ 19을(를) 반복하며 이때 오른쪽에서 왼쪽으로 진행합니다.
-
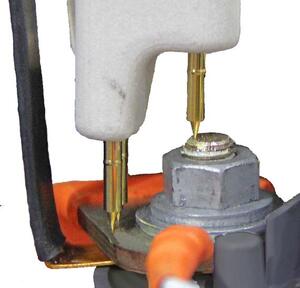
3+1 프로브 리드를 Hioki 저항계에 연결합니다.
경고프로브는 금속 노출면에 접촉해야 합니다. 페인트 표시에 접촉하면 안됩니다.
-
흰색 컨택터 링 단자가 있는 컨택터 스터드에서 저항값을 측정합니다.
- 상부 프로브는 너트 상단이 아닌 팩 컨택터 스터드의 상단을 눌러야 합니다.
- 하부 프로브는 컨택터 링 단자가 아닌 버스바에 대고 눌러야 합니다.
- L-형 프로브의 곡선 모서리는 스터드 숄더 측면에 대고 눌러야 합니다.
경고허용되는 저항은 0.050mΩ(50μΩ) 이하입니다. 저항이 0.050mΩ(50μΩ)을 초과하면 고전압 조인트에 저항이 너무 많은 것입니다. 패스너를 탈거하고 이소프로필 알코올로 해당 부위를 청소한 후 패스너를 다시 장착하고 다시 테스트합니다.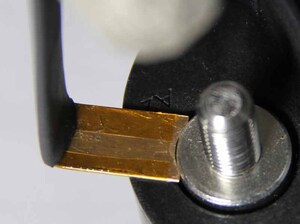
- 노란색, 보라색, 주황색 컨택터 링 단자가 있는 컨택터 스터드에 대해 단계 22을(를) 반복합니다.
- 보조 베이 내부를 ESD 안전 진공 청소기로 청소합니다.
-
각 팩 컨택터 단자에 새 주황색 절연 캡을 장착합니다. 각 캡의 상단에 분홍색 또는 보라색 페인트 펜으로 다음 사항을 확인합니다.
- 각 단자 조인트가 올바르게 조립되어 있고, 각 플랫 와셔가 올바른 방향으로 배치되어 있습니다.
- 단자가 컨택터 스터드에 올바르게 배치되어 있습니다.
- 조인트가 올바른 토크로 조여졌고 표시되어 있습니다.
- 통과 저항값을 측정하고 기록하였습니다.

- 팩 컨택터 절연체 시트를 한쪽으로 치워두기 위해 붙인 테이프를 제거합니다.
-
급속 결합 플레이트를 보조 베이 트레이에 느슨하게 고정한 기존 M5 나사(2개)를 탈거하고 폐기합니다.
-
션트 절연체 커버가 제 위치에 올바르게 고정되었는지 확인합니다.
-
보조 베이 내부를 ESD 안전 진공 청소기로 청소합니다.
참고HV 배터리 내부에 남아 있는 잔해를 마지막으로 제거합니다.
- ESD 스트랩을 벗고, HV 배터리 인클로저에서 연결 해제합니다.
- 모든 씰링면을 알코올을 적신 헝겊으로 닦습니다.
- 긴 플라스틱 웨지를 접는 쪽의 HV 배터리 커버에 중심을 맞춥니다.
-
HV 배터리 상단 커버를 부드럽고 고르게 구부립니다.
경고HV 배터리 커버를 구부릴 때 망치를 사용하지 마십시오.
- 굽힘 반경이 HV 배터리 상단 커버에서 완전히 벗어나 제 위치에 평평하게 놓이는지 확인하십시오. HV 배터리 커버의 섹션의 아래쪽에 패임이 크게 남아 있으면 팩 컨택터 스터드를 누를 수 있습니다.
-
급속 결합 플레이트 후면을 따라 새 M5 나사(6개)를 부분적으로 장착합니다. 나사산은 약 2개 이하로 체결합니다.
- 실란트를 코킹 건에 적재한 다음 노즐을 팁에서 약 15mm 절단합니다.
-
비전도 웨지 공구로 급속 결합 플레이트를 살짝 들어 올려놓고 틈새 안쪽에 실란트를 도포합니다. 실란트가 급속 결합 플레이트의 LH 및 RH 끝에서 번지지 않는지 확인합니다. 손전등이나 조명으로 씰링 부분을 완전히 덮었는지 확인합니다. 필요에 따라 실란트를 추가로 도포합니다.

-
중앙에서 바깥쪽으로 작업하여 급속 결합 플레이트(토크 6Nm)를 고정하는 M5 나사(6개)를 조입니다. 토크로 조인 후 나사 헤드를 주황색 페인트 펜을 사용하여 표시합니다.6 Nm (4.4 lbs-ft)TIp다음 공구 사용을 권장합니다.
- 절연 Torx T25 소켓
- 절연 래칫/토크 렌치
- 비손상 스크래퍼를 사용하여 HV 배터리 인클로저의 후면을 따라 실란트를 매끄럽게 합니다. HV 경고 라벨 상단에 있는 실란트를 모두 닦아냅니다.
-
급속 결합 플레이트의 전방 플랜지와 보조 베이 트레이의 LH 및 RH를 따라 실란트를 두껍게 도포합니다.
경고HV 배터리 상단 커버가 위로 구부러지는 부위의 표면은 누출되기 쉽습니다. 이러한 부위에 실란트가 적절하게 도포되어 있는지 확인합니다. 이러한 부위에 실란트를 더 많이 주입하기 위해 인접 나사를 풀지 마십시오.

-
HV 배터리 상단 커버를 아래로 구부립니다. 중앙에서 바깥쪽으로 작업하여 M5 나사(12개)를 느슨하게 장착하면서 HV 배터리 상단 커버를 아래로 누릅니다. 이때 HV 배터리 상단 커버가 완벽하게 평평하거나 매끄러울 필요는 없습니다.

- 중앙에서 바깥쪽으로 작업하여 HV 배터리 상단 커버 마운팅 나사를 부분적으로 조입니다.
-
중앙에서 바깥쪽으로 작업하여 HV 배터리 상단 커버 마운팅 나사를 조입니다. 각 볼트를 규격 토크로 조이면서 주황색 페인트 펜으로 표시합니다.6 Nm (4.4 lbs-ft)TIp다음 공구 사용을 권장합니다.
- 절연 Torx T25 소켓
- 절연 래칫/토크 렌치
-
배터리 상단 커버에 평평하지 않은 부분이 있는 경우 나무망치나 다른 무거운 도구로 부드럽게 누릅니다.
참고특히 HV 배터리 상단 커버가 구부러진 곳을 평평하게 하는 것이 중요합니다.

- 실란트가 급속 결합 커넥터의 어느 부분에 닿으면 보풀이 없는 천에 이소프로판올을 사용하여 실란트를 제거합니다.
- 손전등이나 조명으로 HV 배터리 씰링 부분이 완전히 덮혔는지 확인합니다. 필요에 따라 실란트를 추가로 도포합니다.
-
HV 배터리의 후면에서 테이프를 제거합니다.
- HV 배터리 점화식 퓨즈의 부품 및 일련 번호를 기록합니다.
- ESD 접지 스트랩을 HV 배터리 퓨즈 케이스 연결합니다.
- 고압 정전기 방지 손목 스트랩을 착용한 다음 스트랩 접지 커넥터를 적절한 접지에 클립으로 고정합니다.
- 점화식 퓨즈를 장착합니다. 참조 항목: .
-
HV 배터리를 장착합니다. 참조 항목: .
참고LV 전원 연결을 일시 중지합니다.
- 응급구조대 루프를 연결하고 12V 배터리 음극 단자를 연결합니다. 참조 항목: .
- 차량의 12V 시스템이 지원되는 동안 12V 충전기를 연결합니다.
-
냉각수 저장 탱크 캡을 탈거하고 냉각수 수위를 검사한 다음 필요에 따라 냉각수를 보충합니다.
참고"NOM" 선까지 G-48 냉각수로 저장 탱크를 채웁니다.
- Toolbox 3가 설치된 노트북을 차량에 로컬로 연결합니다. 참조 항목: .
- 차량 게이트웨이를 잠금 해제합니다. 참조 항목: .
-
노트북에서
Actions
탭을 선택하고 "Contactor Replacement"를 검색한 다음 PROC_BMS_X_CONTACTOR-REPLACEMENTvia Toolbox: (link)via Service Mode Plus: High Voltage Battery ➜ Pack Contactor Replacement ➜ Pack Contactor Replacement Routine을(를) 클릭하고Run
을 클릭한 다음 루틴이 완료될 때까지 기다립니다. -
점화식 퓨즈를 교체한 경우 Toolbox 3를 통해 BMS에 점화식 퓨즈 데이터를 기록합니다.
Actions
탭을 선택하고Write or Read BMS Pyro Fuse Type
을 검색한 다음 PROC_BMS_X_PYROFUSE-READWRITE-TYPE-YEAR-MONTHvia Toolbox: (link)via Service Mode: High Voltage ➜ HV Battery ➜ Read/Write Fuse Type을(를) 클릭하고 앞서 확인한 내용에 따라 알맞은Pyro Fuse Type
을 선택하고Write or Read Pyro Fuse Data
섹션에서Write
를 선택한 다음Run
을 클릭하고 루틴이 완료될 때까지 기다립니다. -
Actions
탭에서Coolant Air Purge
를 검색하고 PROC_THC_X_COOLANT-AIR-PURGEvia Toolbox: (link)via Service Mode: Thermal ➜ Actions ➜ Coolant Air Purge을(를) 클릭하고Run
을 클릭한 다음 루틴이 완료될 때까지 기다립니다. - 저장 탱크를 "NOM" 선까지 G-48 냉각수로 보충합니다.
- 냉각수 저장 탱크 뚜껑을 장착합니다.
- 노트북을 연결 해제합니다.
- 차량에서 12V 충전기를 연결 해제합니다.
- HV 배터리 장착의 나머지 단계를 마무리합니다. 참조 항목: .
- 차량을 10분 이상 충전합니다.
- 차량 시험 주행을 수행하여 BMS 경고가 없는지 확인합니다.