Body Side Outer (Vehicles Built Through February 17, 2022)
 Correction code:
10100124702
10100124802
NOTE:
Unless explicitly stated in the procedure, the above
correction code includes all Collision Repair and Service
repair work required to perform this procedure, including
the linked Collision Repair procedures and linked Service
procedures. Do not stack Collision Repair correction
codes unless explicitly told to do so. Depending
on the damage to the vehicle, additional repairs may be
required.
Correction code:
10100124702
10100124802
NOTE:
Unless explicitly stated in the procedure, the above
correction code includes all Collision Repair and Service
repair work required to perform this procedure, including
the linked Collision Repair procedures and linked Service
procedures. Do not stack Collision Repair correction
codes unless explicitly told to do so. Depending
on the damage to the vehicle, additional repairs may be
required.
Repair Information
- Review all collision repair general practices and safety documentation and wear the appropriate PPE (Personal Protective Equipment) before beginning this procedure.
- This procedure can be completed without using a frame bench.
- The Body Side Outer can be:
- Replaced in a single repair as a single complete component, using the Body Side Outer Complete service part and the instructions in the Repair Procedure section of this document.
- Repaired using any of the pre-cut service assemblies shown in Body Side Outer Service Assemblies. If replacing a portion of the Body Side Outer (not the entire Body Side Outer Assembly) using a service assembly, use only the relevant portions of each step in the Repair Procedure to determine which parts and fasteners are needed and the steps required to complete the repair.
- Repaired in sections that are larger or smaller than the service assemblies. Any individual section or any combination of sections of the Body Side Outer Assembly can be replaced so long as the guidelines from the Sectioning Guidelines are followed.
Verify This is the Correct Procedure
There are several variations of the Body Side Outer procedure. Use this procedure only if the vehicle was built through February 17, 2022. If the vehicle was built after February 17, 2022, refer to the Body Side Outer (Vehicles Built After February 17, 2022) procedure.
If the build date of the vehicle is not certain, refer to Body Side Outer for more information.
Parts List
| Quantity | Description | Image / Notes |
|---|---|---|
| 1 | BODY SIDE OUTER COMPLETE (Body Side Outer Complete) | |
| 2 | Countersunk Rivet, 4.8 mm Short | |
| 8 | Structural Bulb Rivet, 6.5 mm | |
| 2 | Structural Countersunk Rivet, 6.5 mm | |
| 3 | Flow Form Rivet S08 | |
| 5 | Flow Form Rivet S18 | |
| 9 | Flow Form Rivet S28 | |
| 15 | Flow Form Rivet S38 | |
| 7 | Flow Form Rivet S48 | |
| 7 | Bolt , M8x27 | Tesla part number 1621820-00-A. |
| 2 | Instapak (Expanding Foam Pack) | Tesla part number 1046403-00-A. |
When ordering parts, refer to the Parts Catalog and enter the VIN of the vehicle being repaired to find the correct parts (and the part numbers) for the vehicle. Alternatively, use the search function in the Parts Catalog to find a specific part for the vehicle.
Body Side Outer Service Assemblies
| Body Side Outer Service Assemblies | |
|---|---|
| ASSY - BODY SIDE OTR COMP | ASSY - PNL-BODY SIDE OTR |
| ASSY - BODY SIDE OTR A-PILLAR | ASSY - BODY SIDE OTR C-PILLAR |
Sectioning Guidelines
- If a section repair requires the removal or installation of additional panels or assemblies, perform the necessary procedures using the specific repair procedure for each panel or assembly.
- When sectioning in the area where the C-Pillar
meets the Rear Quarter:
- Cut as described below:
Cut Line
Reference Line/Point
- A = 30 mm.
- B = 25 mm.
- C = 110 mm.
- Create and install a backing plate under the butt
joint:
GMA Weld
or Aluminum Plug Welds
- Cut as described below:
- When sectioning in the area where the upper C-Pillar meets the roof rail:
- Remove the spot welds in the upper area where the C-Pillar meets the Rear
Quarter:
or Factory Spot Welds
- Prepare for installation.
- Remove the spot welds in the upper area where the C-Pillar meets the Rear
Quarter:
- It is allowable to cut through a clearance hole or a non functional hole (exterior trim hole), as described below.
- Do not cut within 25 mm. of the center of a bolt hole.
- Sections do not require fasteners at butt joints unless specifically indicated.
- A backing plate may be installed at a butt joint between sections (as described in create and install backing plates).
- Gaps between panels of butt joints should be as small as possible to maximize joint strength.
- GMA weld section butt joints.
- Seal all open seams after welding.
- If a butt joint includes a flange, do not weld on the flange (flanges are secured using only structural adhesive).
| Body Side Outer Sectioning | |
|---|---|
|
Note Sectioning
of Body Side Outer Service Assemblies is
identical to the corresponding area of the Body Side Outer
(complete). |
|
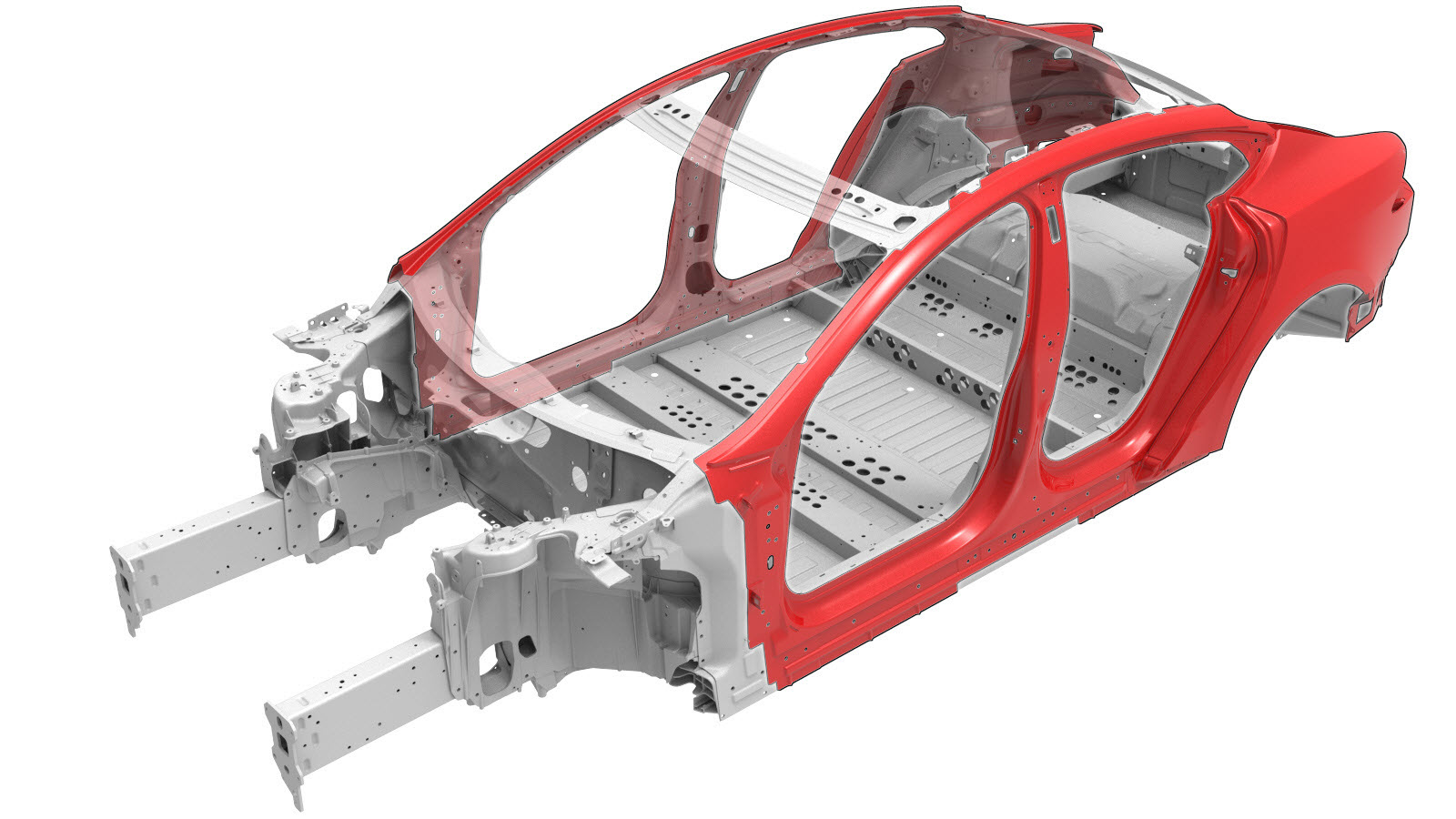
| When sectioning in the area of the wheelhouse, the wheelhouse flange in the area shown in red can be welded. |
Based on the colors used in the image above, the allowed repairs are as follows:
| Area Color | Area Repairability |
|---|---|
| Green areas: | Sectioning is allowed in these areas. |
| Yellow areas: | Sectioning is allowed in these areas. Foam may be located behind the outer panel in these areas. Note If sectioning in these areas,
remove any foam and clean the area to avoid weld contamination. |
| Red areas: | Sectioning is not allowed. |
Repair Procedure
-
If repairing the Dog Leg
Section section of the Body Side Outer: Remove the Quarter Outer Skin (Vehicles Built Through February 17, 2022).
-
Separate the rear wheel arch flange.
NoteIf repairing only a section of the Body Side Outer, separate only the necessary portion of the hemmed flange.
-
Remove the original component.
or Factory Spot Welds
or Drill through factory spot weldsNoteWhen drilling out spot welds, use a drill bit that creates a hole correctly sized for the fastener that will replace the spot weld.or Factory SPRs
or Bolts
-
Apply seam sealer to the new component.
-
Prepare for installation.
NoteA red X indicates a location where a factory-installed fastener is not being replaced. Secure this location using structural adhesive only.
or Structural Bulb Rivets, 6.5 mm
or Countersunk Rivets, 4.8 mm Short
or Structural Countersunk Rivets, 6.5 mm
or Bolts
- If repairing a section of the Body Side Outer: If space is available under the butt joints between sections, create and install a backing plate under each butt joint.
- Apply structural adhesive to the mating surfaces on the vehicle and the new component or components.
-
Install the new component or components.
Torque the bolts to 24 Nm.
-
If replacing a section of
the Body Side Outer,
perform GMA welding on the butt joints.
GMA Weld
or Aluminum Plug Welds
WarningDo not weld the panel where it directly contacts the high strength panels underneath. The heat from welding might weaken the strength of the underlying high strength steel structure.WarningFailure to follow all welding safety precautions, including the use of personal protective equipment, could result in serious injury or property damage. Only technicians who have completed Tesla’s approved welding training are authorized to weld structural components on Tesla vehicles.WarningTo maintain vehicle crash integrity, use only approved welding wire and an approved GMA welder to perform GMA welding on Tesla vehicles. Refer to Approved Gas Metal Arc (GMA) Welders and Welding Wire for information on approved GMA welders and welding wire.WarningBefore GMA welding, make sure that the structural adhesive is dry to the touch. If the structural adhesive is not dry to the touch before GMA welding, the strength of the adhesive bond might be compromised.CAUTIONDo not weld on a Tesla vehicle before performing the Vehicle Electrical Isolation Procedure (refer to the vehicle-specific Service Manual for more information on the Vehicle Electrical Isolation Procedure). Welding on a Tesla vehicle with an energized high or low voltage system might damage vehicle components.NoteBefore GMA welding, a test weld using material of the same gauge and type should be performed to make sure that the welding equipment settings produce a satisfactory joint. -
If repairing the Dog Leg Section section of the Body Side Outer:
Install the Quarter Outer Skin (Vehicles Built Through February 17, 2022).
-
Fold over the wheel arch flange.
-
Install Instapaks.
Install Instapaks into the cavity between the Quarter Outer Skin and the C-Pillar Reinforcement.
- Perform any necessary post-repair operations.