2025-09-12
后节点(完整)(2014 年 11 月 5 日后制造的车辆)
 校正代码:
10101816502
10101816702
注意:除非本程序中有明确规定,否则上述校正代码涵盖执行本程序(包括关联碰撞维修程序)所需的所有碰撞维修工作。除非明确要求,否则请勿堆叠碰撞维修校正代码。添加执行此程序所需的任何关联机械程序。
校正代码:
10101816502
10101816702
注意:除非本程序中有明确规定,否则上述校正代码涵盖执行本程序(包括关联碰撞维修程序)所需的所有碰撞维修工作。除非明确要求,否则请勿堆叠碰撞维修校正代码。添加执行此程序所需的任何关联机械程序。
维修信息
- 根据该组件的损坏程度,有可能可以对该组件进行维修。请参阅后节点铸件维修指南(2014 年 10 月 5 日之后生产的车辆)了解更多信息。
- 此维修程序仅适用于 2014 年 11 月 5 日之后生产的车辆。2014 年 11 月 5 日之前生产的车辆没有后节点更换程序。请参阅 Model S 后节点版本,确定维修车辆的后节点版本。
- 在开始本程序之前,请查看所有碰撞维修一般实践和安全文档并佩戴适当的 PPE(个人防护装备)。
- 执行本程序时,请将车辆正确固定到车架工作台上。
零件清单
| 数量 | 描述 | 图片/备注 |
|---|---|---|
| 1 | MODEL S, ASY-MEMBER RAIL Rr(后节点 – 整体) | |
| 33 | ||
| 2 | 螺栓,六角头 , BOLT HF M8X50 PC109 MAT | Tesla 零件号 1046838-00-A。 |
| 4 | 螺栓,六角头 , SCR,M8-1.25X20,HF,MAT PNT,STL,ZNC,PATCH | Tesla 零件号 1007580-00-A。 |
| 2 | SPAC NUT,M8X2.8-3.5,STL[10] | Tesla 零件号 1071915-00-A。 |
如需订购零件,请参阅零件目录,输入需维修车辆 VIN,查找车辆正确零件(以及零件号)。或者,也可以在零件目录中搜索,查找车辆专用零件。
维修程序
-
拆下后面板总成。
-
拆下后行李箱底板总成。
-
拆下后备箱底板加长件(截至 2014 年 11 月 5 日制造的车辆)。
-
拆下轮罩加长件。
-
拆下后节点外加固件。
-
拆下后节点上部加固件(中间)。
-
拆下后座地板面板区块。
-
拆卸原装部件。
或 六角头螺栓
GMA 焊缝
-
准备安装。
或 高强度结构型铆钉,6.5 毫米
- A = 144 毫米。
- B = 9 毫米。
- C = 58 毫米。
- D = 25 毫米。
- E = 53 毫米。
- F = 11 毫米。
- G = 22 毫米。
- H = 19 毫米。
- I = 59 毫米。
- J = 36 毫米。
- K = 66 毫米。
- L = 34 毫米。
- M = 56 毫米。
- N = 35 毫米。
- O = 71 毫米。
- P = 12 毫米。
- Q = 7 毫米。
- R = 10 毫米。
- S = 23 毫米。
- T = 45 毫米。
- U = 65 毫米。
- V = 14 毫米。
- W = 80 毫米。
或 六角头螺栓
GMA 焊缝
- 放置新的后节点组件并将其夹紧到位。
-
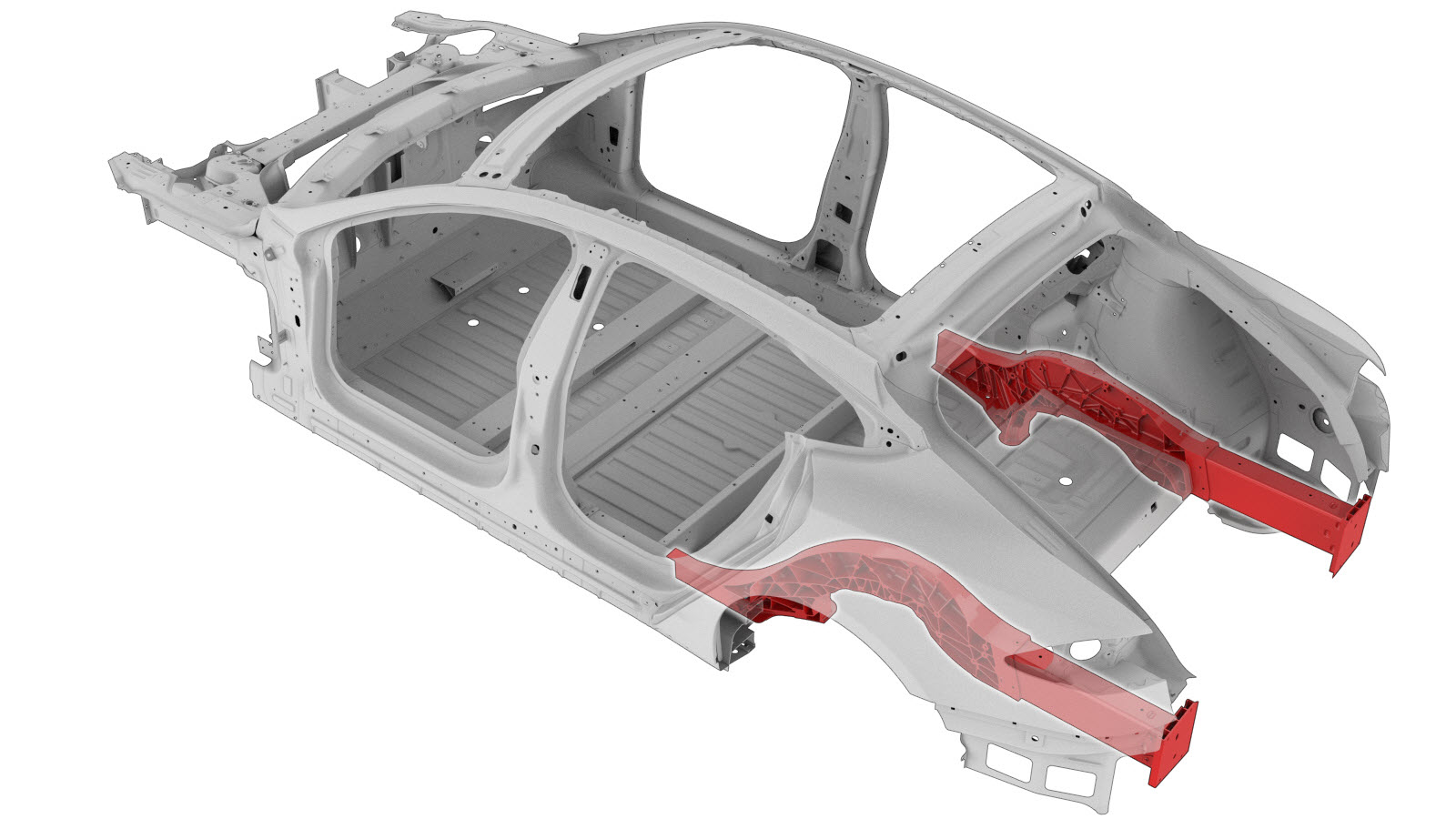
在新的后节点组件的出厂饰扣(红色圈示)上钻 8 毫米六角头螺栓孔。
- 拆下新的后节点组件。
-
将前一步骤钻开的 8 毫米孔扩大到 11.5 毫米。
-
在 SPAC 螺母内侧涂上结构型粘合剂,然后将其夹紧到位。
- 在车辆接合面以及新部件上涂抹结构型粘合剂。
-
安装新部件。
按以下规定拧紧六角头螺栓:
- BOLT HF M8X50 PC109 MAT 螺栓零件号 1007580-00-A:25 Nm。
- SCR,M8-1.25X20,HF,MAT PNT,STL,ZNC,PATCH 螺栓零件号 1046838-00-A:30 Nm。
-
执行 GMA 焊接。
GMA 焊缝警告未遵守包括使用个人防护装备在内的任何焊接安全注意事项,可能导致严重的人身伤害或财产损失。只有已完成 Tesla 认可的焊接培训课程的维修技师才有权在 Tesla 车辆上焊接结构组件。警告为保持车辆碰撞完整性,在采用 GMA 焊接法焊接 Tesla 车辆时,仅允许使用经批准的焊丝和 GMA 焊接器。请参阅已批准的气体保护金属极弧 (GMA) 焊接器和焊丝了解有关经批准的 GMA 焊接器和焊丝的信息。警告切勿在执行车辆电气绝缘程序前焊接 Tesla 车辆(请参阅车辆专用维修手册,了解有关车辆电气绝缘程序的更多信息)。在具有通电高压或低压系统的 Tesla 车辆上进行焊接可能会损坏车辆部件。注进行 GMA 焊接之前,使用规格和类型相同的材料执行焊接测试,以确保焊接设备的设置能保证满意的焊接效果。
-
安装后座地板面板区块。
-
安装后节点上部加固件(中间)。
-
按指示安装紧固件。
或 高强度结构型铆钉,6.5 毫米
- F = 11 毫米。
- X = 100 毫米。
- Y = 50 毫米。
-
安装后节点外加固件。
-
安装轮罩加长件。
-
安装后备箱底板加长件(截至 2014 年 11 月 5 日制造的车辆)。
-
安装后行李箱底板总成。
-
安装后面板总成。
- 执行任何必要的维修后操作。