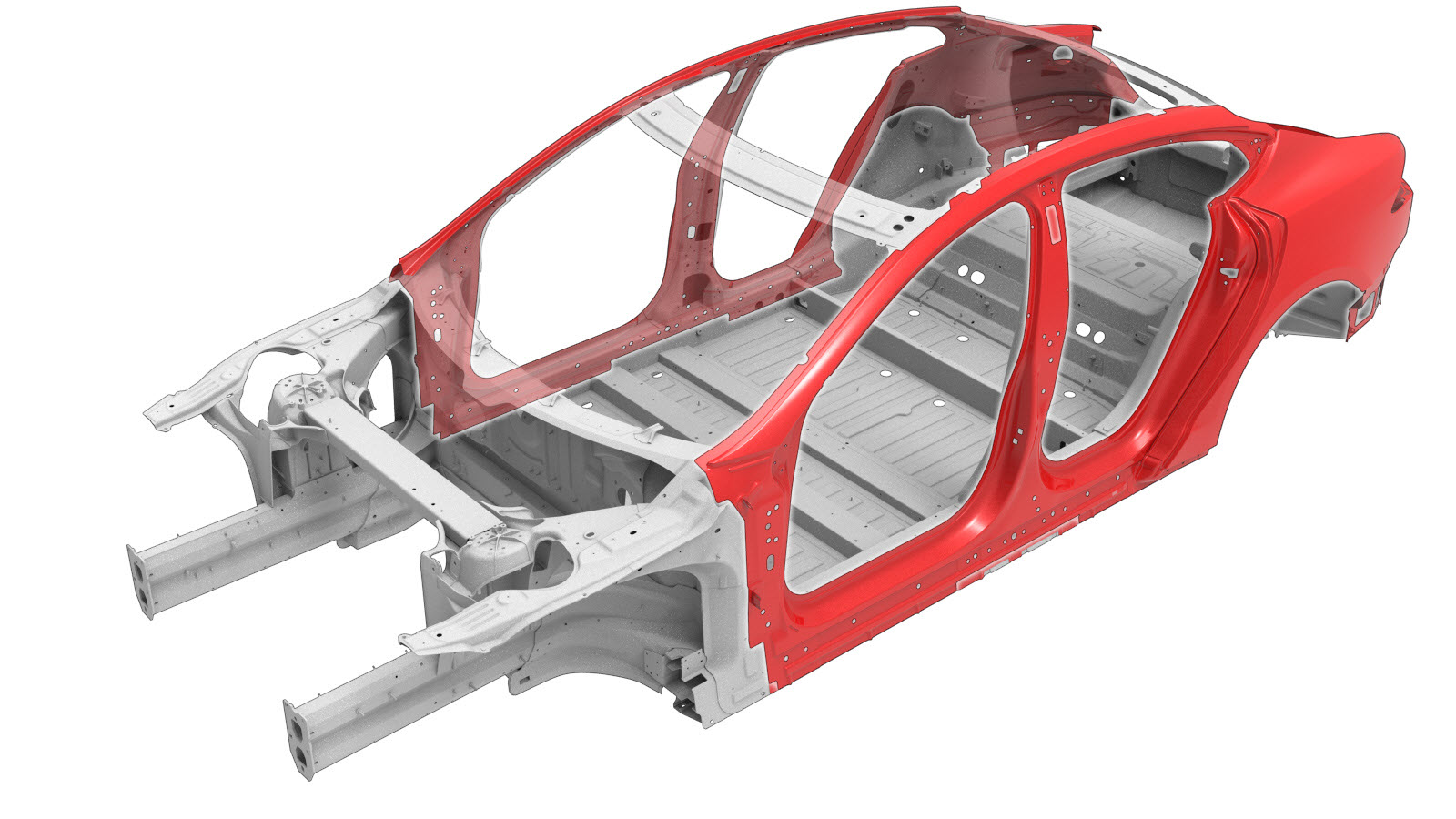
Karosserieseite außen (hinterer Knoten der 1. Generation und B-Säule der 1. Generation)
 Korrekturcode:
10100142502
10100142602
HINWEIS: Sofern im Verfahren nicht ausdrücklich angegeben, spiegelt der obige Korrekturcode die gesamte für die Durchführung dieses Verfahrens erforderliche Reparatur- und Servicearbeit wider, einschließlich der damit verbundenen Unfall-Reparaturverfahren und Serviceverfahren. Schichten Sie keine Korrekturcodes für Unfallreparaturen, wenn Sie nicht ausdrücklich dazu aufgefordert werden. Je nach Beschädigung des Fahrzeugs sind möglicherweise weitere Reparaturen erforderlich.
Korrekturcode:
10100142502
10100142602
HINWEIS: Sofern im Verfahren nicht ausdrücklich angegeben, spiegelt der obige Korrekturcode die gesamte für die Durchführung dieses Verfahrens erforderliche Reparatur- und Servicearbeit wider, einschließlich der damit verbundenen Unfall-Reparaturverfahren und Serviceverfahren. Schichten Sie keine Korrekturcodes für Unfallreparaturen, wenn Sie nicht ausdrücklich dazu aufgefordert werden. Je nach Beschädigung des Fahrzeugs sind möglicherweise weitere Reparaturen erforderlich.
Reparaturinformationen
- Jeder einzelne Abschnitt oder jede Kombination von Abschnitten an der Karosserieseite außen kann ausgetauscht werden, solange die referenzierten Schnittlinien unter Karosserieseite außen, Beschreibungen zu Abschnitten in diesem Dokument verwendet werden.
- Beachten Sie alle allgemeinen Praktiken und die Sicherheitsdokumentation für Unfallreparaturen, und tragen Sie die geeignete PSA (persönliche Schutzausrüstung), bevor Sie mit diesem Verfahren beginnen.
- Dieses Verfahren kann ohne Rahmenwerkbank ausgeführt werden.
Prüfen, ob dies das korrekte Verfahren ist
- Hinterer Knoten der 1. Generation: Dieser hintere Knoten wurde bei Fahrzeugen verbaut, die vor dem 5. November 2014 hergestellt wurden.
Informationen zum Ermitteln der Generation des hinteren Knotens im Fahrzeug finden Sie unter Model S Versionen des hinteren Knotens.
- B-Säule der 1. Generation: Diese B-Säule wurde bei Fahrzeugen verbaut, die vor dem 12. Oktober 2016 hergestellt wurden.
Informationen zum Ermitteln der Generation der B-Säule im Fahrzeug finden Sie unter Model S Ermitteln der B-Säulen-Generation.
| Hinterer Knoten | B-Säule | Korrektes Verfahren |
|---|---|---|
| Generation 1 | Generation 1 | Karosserieseite außen (hinterer Knoten der 1. Generation und B-Säule der 1. Generation) (dieses Verfahren) |
| Generation 2 | Generation 1 | Karosserieseite außen (hinterer Knoten der 2. Generation und B-Säule der 1. Generation) |
| Generation 2 | Generation 2 | Karosserieseite außen (hinterer Knoten der 2. Generation und B-Säule der 2. Generation) |
Wie Sie dieses Dokument nutzen
- Karosserieseite außen, Beschreibungen zu Abschnitten Es liefert Informationen darüber, wo und wie die äußere Karosserieseiten-Baugruppe (oder Unterbaugruppen davon) nach Bedarf geteilt wird (werden), um beschädigte Bereiche des äußeren Karosserieseitenblechs zu ersetzen oder um Zugang zu darunterliegenden Teilen der Fahrzeugstruktur zu erhalten. Verwenden Sie die Beschreibungen zum Teilen, um zu bestimmen, wo Sie die äußere Karosserieseiten-Baugruppe erfolgreich teilen können, um die entsprechende Reparatur durchzuführen.AnmerkungAbschnitte der äußeren Karosserieseiten-Baugruppe können einzeln oder in beliebigen Kombinationen von Abschnitten ersetzt werden, solange die referenzierten Schnittpunkte in diesem Dokument verwendet werden.AnmerkungMessungen anhand von Bohrlöchern werden von der Mitte der genannten Löcher aus durchgeführt, sofern in der Beschreibung zu Abschnitten nicht anders angegeben.
- Die Abschnitte zum Ausbauen und Ersetzen in diesem Dokument enthalten die notwendigen Informationen für den Austausch der gesamten äußeren Karosserieseiten-Baugruppe. Wenn Sie Abschnitte der äußeren Karosserieseiten-Baugruppe (nicht die gesamte Karosserieseite außen) ersetzen, verwenden Sie die jeweiligen Passagen jedes Schritts, um zu bestimmen, welche Teile und Befestigungsmittel sowie welche Schritte erforderlich sind, um die Reparatur auszuführen.
Teileliste
| Menge | Beschreibung | Abbildung / Hinweise |
|---|---|---|
| 1 | BGR – KAROSSERIE SEIT AUSS KOMP (Karosserieseite außen komplett) |
Anmerkung Wenn Sie die Karosserieseite außen teilen, kann eine vorgeschnittene Unterbaugruppe verwendet werden. Siehe Karosserieseite außen, Beschreibungen zu Abschnitten für weitere Informationen. |
| 1 | Hochfester struktureller Niet, 6,5 mm | |
| 11 | Struktureller Bolzenniet 6,5 mm | |
| 10 | Struktureller Niet, 6,5 mm, mittel | |
| 4 | Senkniet, 4,8 mm. lang | |
| 2 | Senkniet, 4,8 mm, kurz | |
| 4 | Hochfester struktureller Flanschniete, 6,5 mm | |
| 8 | Struktureller Flanschniet | |
| 35 | Flow-Form-Niet S08 | |
| 22 | Flow-Form-Niet S18 | |
| 33 | Flow-Form-Niet S28 | |
| 24 | Flow-Form-Niet S38 | |
| 117 | Flow-Form-Niet S48 | |
| 1 | Flow-Form-Niet S58 | |
| 2 | , M8 x 1,25 x 16 LINSEN-FLANSCHKOPF | Tesla-Teilenummer 1008833-01-A. |
| 4 | Schraube, Sechskantkopf | Tesla-Teilenummer 1057210-00-A. |
| 6 | Mutter , M8-1,25,HF,Stahl[10] - ZNAL - SCHWARZ | Tesla-Teilenummer 1006628-01-A. |
| 1 | BUTYL-FLICKEN 300X150X2 | Tesla-Teilenummer 1004969-00-A. |
Beachten Sie beim Bestellen von Teilen den Teilekatalog, und geben Sie die VIN des zu reparierenden Fahrzeugs ein, um die richtigen Teile (und Teilenummern) für das Fahrzeug zu finden. Verwenden Sie alternativ die Suchfunktion im Teilekatalog, um ein spezifisches Teil für das Fahrzeug zu finden.
Karosserieseite außen, Beschreibungen zu Abschnitten
| Service-Baugruppen und Abschnitte der Karosserieseite außen | |
|---|---|
Die komplette Karosserieseite außen ist eine einzelne Komponente und kann in einer einzigen Reparatur ausgetauscht werden. Statt die komplette Karosserieseite außen zu ersetzen, können alternativ Bereiche der Karosserieseite außen ersetzt werden durch:
Warnung Achten Sie beim Schneiden von Abschnitten darauf, nicht durch Schraubenlöcher zu schneiden. Anmerkung Montieren Sie ein Trägerblech hinter jede Stoßfuge, wenn dafür genügend Platz ist, und verwenden Sie Strukturklebstoff, um jegliche Spalten hinter Blechen und darunterliegenden Komponenten zu füllen. |
|
| Baugruppe oder Unterbaugruppe | Abschnitte |
| BGR – KAROSSERIE SEIT AUSS KOMP | |
| BGR – BLECH-KAROSSERIE SEIT AUSS | |
| BGR – KAROSSERIE SEIT AUSS A-SÄULE | |
| BGR – KAROSSERIE SEIT AUSS B-SÄULE | |
| BGR – KAROSSERIE SEIT AUSS C-SÄULE | |
| Karosserieseite außen, Abschnitt | |
|---|---|
|
Scharniersäule Schnittlinie Bezugslinie/-punkt
Anmerkung Der Schnitt kann bis zu 60 mm von der angegebenen Stelle entfernt gemacht werden, um ein Teilen des Türrings außen zu ermöglichen. MSG-Schweißen oder Aluminiumlochschweißungen |
|
|
A-Säule Schnittlinie Bezugslinie/-punkt
Anmerkung Der Schnitt kann bis zu 369 mm von der angegebenen Stelle entfernt gemacht werden, um ein Teilen des Türrings außen zu ermöglichen. MSG-Schweißen oder Aluminiumlochschweißungen |
|
|
Vorderer Schweller Schnittlinie Bezugslinie/-punkt
Anmerkung Der Schnitt kann bis zu 270 mm von der angegebenen Stelle entfernt gemacht werden, um ein Teilen des Türrings außen zu ermöglichen. MSG-Schweißen oder Aluminiumlochschweißungen |
|
|
B-Säule Schnittlinie Bezugslinie/-punkt
Anmerkung Der Schnitt kann bis zu 76 mm von der angegebenen Stelle entfernt gemacht werden. MSG-Schweißen oder Aluminiumlochschweißungen Warnung Schweißen Sie ein Blech nicht dort, wo es direkt mit darunterliegenden Strukturteilen in Kontakt kommt. Die Wärmeeinwirkung beim Schweißen kann zu einer Schwächung darunterliegender Strukturteile führen. Verwenden Sie Strukturklebstoff, um jegliche Spalten hinter Blechen und darunterliegenden Komponenten zu füllen. |
|
|
Hintere Dachschiene Schnittlinie Bezugslinie/-punkt
Anmerkung Der Schnitt kann bis 200 mm in Vorwärtsrichtung oder bis zu 280 mm in Rückwärtsrichtung von der angegebenen Stelle entfernt gemacht werden, um ein Teilen des Türrings außen zu ermöglichen. MSG-Schweißen oder Aluminiumlochschweißungen |
|
|
Hinterer Schweller Schnittlinie Bezugslinie/-punkt
Anmerkung Der Schnitt kann bis zu 70 mm von der angegebenen Stelle entfernt gemacht werden, um ein Teilen des Türrings außen zu ermöglichen. MSG-Schweißen oder Aluminiumlochschweißungen |
|
|
Dogleg Schnittlinie Bezugslinie/-punkt
Anmerkung Das Verfahren Äußere Seitenwand komplett muss durchgeführt werden, bevor dieser Abschnitt ausgetauscht werden kann. Anmerkung Der Schnitt kann bis zu 70 mm von der angegebenen Stelle entfernt gemacht werden. MSG-Schweißen oder Aluminiumlochschweißungen |
|
|
Seitenteil hinten Schnittlinie Bezugslinie/-punkt
MSG-Schweißen oder Aluminiumlochschweißungen |
|
Reparaturverfahren
-
Entfernen Sie die Komponente, mit der die vordere Querträgerbaugruppe abgedeckt ist:
Abhängig vom Herstellungsdatum des Fahrzeugs kann die Komponente, die die vordere Querträgerbaugruppe abdeckt, eine der folgenden sein:
- Dachbaugruppe (siehe Verfahren)
- Glasdach (siehe Verfahren)
- Rahmen der Panoramadach-Baugruppe (siehe Verfahren)
-
Entfernen Sie das ursprüngliche Bauteil.
oder Werkseitige Punktschweißungen
oder Werkseitige SPRs
oder Durch werkseitige Punktschweißungen bohrenAnmerkungVerwenden Sie zum Ausbohren von Punktschweißungen einen Bohrer, der ein Loch in der richtigen Größe für das Befestigungsmittel herstellt, das die Punktschweißung ersetzen wird.oder Strukturelle Niete vom Werk
Werkseitiger Stift mit Manschette
-
Bereiten Sie den Einbau vor.
AnmerkungDas rote X weist auf eine Stelle hin, an der ein werkseitig installiertes Befestigungselement nicht ersetzt wird.
oder Hochfeste strukturelle Niete, 6,5 mm
oder Strukturelle Bolzenniete, 6,5 mm- A = 10 mm.
- B = 57 mm.
oder Senkniete, 4,8 mm lang- C = 14mm.
- D = 51 mm.
oder Strukturelle Niete, 6,5 mm mittel
oder Hochfeste strukturelle Flanschniete, 6,5 mm
oder Strukturelle Flanschniete, 6,5 mm
oder Flow-Form-Niete, S08
oder Flow-Form-Niete, S18
oder Flow-Form-Niete, S28
oder Flow-Form-Niete, S38
oder Flow-Form-Niete, S48
oder Flow-Form-Niete, S58
- Tragen Sie Strukturklebstoff auf die Passflächen des Fahrzeugs und des neuen Bauteils bzw. der neuen Bauteile auf.
-
Montieren Sie das neue Bauteil bzw. die neuen Bauteile.
Ziehen Sie die Schrauben mit 25 Nm fest.
-
Wenn Sie nur eine Abschnittsreparatur durchführen: Wenden Sie an den Stoßfugen das MSG-Schweißverfahren an.
MSG-Schweißen
oder Aluminiumlochschweißungen
WarnungSchweißen Sie ein Blech nicht dort, wo es direkt mit einem darunterliegenden Strukturteil in Kontakt kommt. Die Wärmeeinwirkung beim Schweißen kann zu einer Schwächung des Strukturteils führen.WarnungWenn beim Schweißen die Sicherheitsvorkehrungen nicht getroffen werden und keine persönliche Schutzausrüstung getragen wird, drohen schwere Verletzungen oder Sachschäden. Nur Techniker, die das Schweißtraining von Tesla erfolgreich abgeschlossen haben, dürfen Strukturteile an Tesla-Fahrzeugen schweißen.WarnungUm die Integrität des Fahrzeugs bei einem Unfall aufrechtzuerhalten, dürfen beim MSG-Schweißen von Aluminium an Tesla-Fahrzeugen nur ein zugelassener Schweißdraht und ein zugelassenes MSG-Schweißgerät verwendet werden. Informationen über zugelassene MSG-Schweißgeräte und Schweißdraht erhalten Sie unter Zugelassene MSG-Schweißgeräte und Schweißdrähte.ACHTUNGFühren Sie vor jeglichen Schweißarbeiten an einem Tesla-Fahrzeug zunächst das Verfahren zur elektrischen Isolierung von Fahrzeugen aus. (Weitere Informationen zum Verfahren zur elektrischen Isolierung von Fahrzeugen finden Sie im Servicehandbuch für das jeweilige Fahrzeug.) Beim Schweißen an einem Tesla-Fahrzeug mit aktivem Hochspannungs- oder Niederspannungssystem können Fahrzeugkomponenten beschädigt werden.AnmerkungVor dem MSG-Schweißen sollte eine Testschweißung an Material derselben Dicke und Art durchgeführt werden, um zu gewährleisten, dass mit den Einstellungen des Schweißgeräts eine den Anforderungen entsprechende Schweißverbindung hergestellt wird. -
Wenn keine Kamera montiert werden soll, bringen Sie einen Butyl-Flicken an.
Schneiden Sie den Butyl-Flicken so zu, dass er in die Dichtung der B-Säulen-Zierverkleidung passt.AnmerkungDie folgenden Messungen sind Annäherungswerte.
- E = 60 mm.
- F = 125 mm.
- G = 80 mm.
-
Montieren Sie die Komponente, die ausgebaut wurde, um Zugang zur vorderen Querträgerbaugruppe zu erhalten:
- Dachbaugruppe (siehe Verfahren)
- Glasdach (siehe Verfahren)
- Rahmen der Panoramadach-Baugruppe (siehe Verfahren)
-
Vergrößern Sie die vorhandenen Bohrungen in der B-Säule und den B-Säulen-Dichtungsträgern auf 10 mm.
-
Montieren Sie die B-Säulen-Dichtungsträger.
- Führen Sie alle notwendigen Arbeitsgänge nach der Reparatur durch.