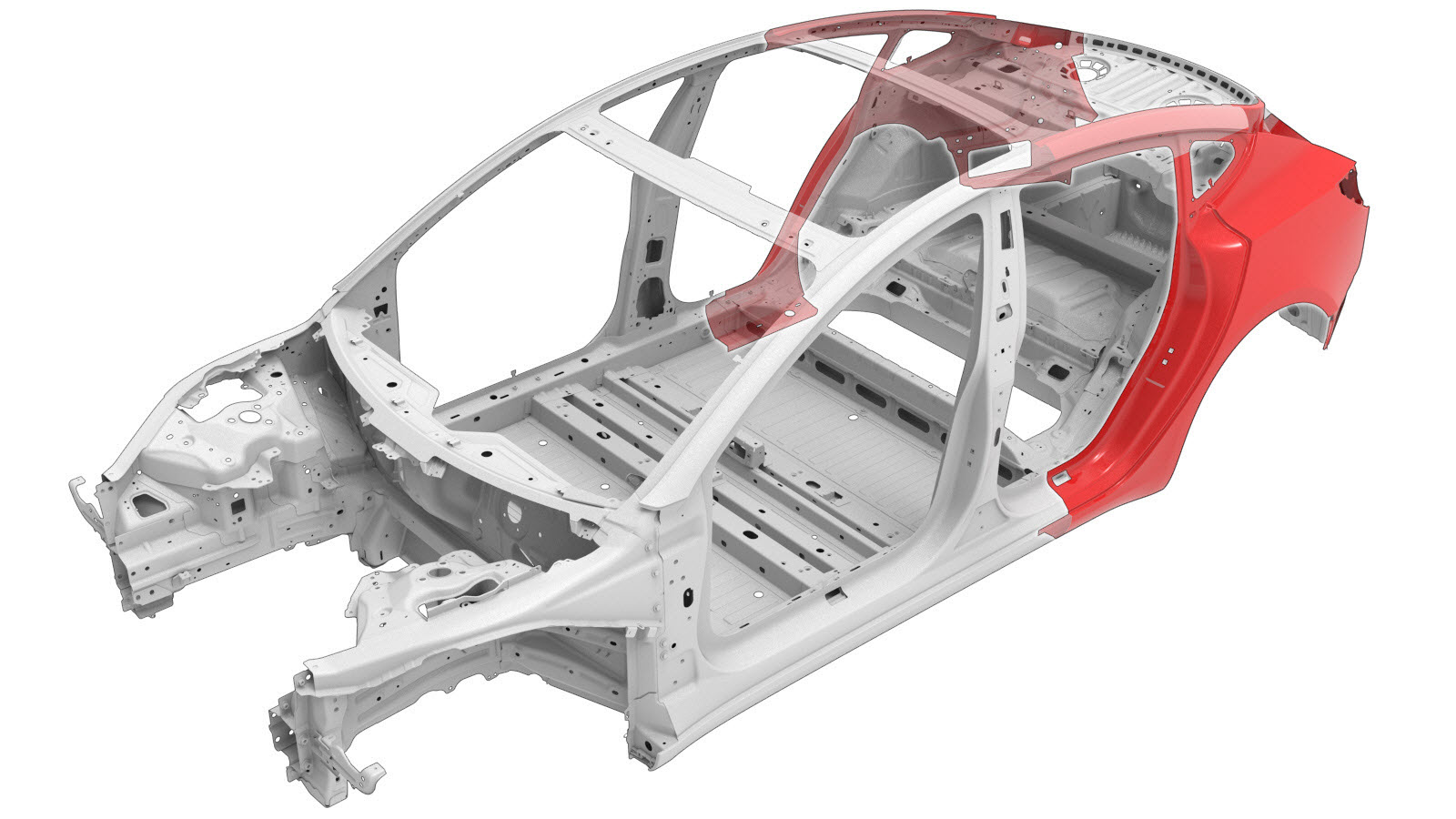
쿼터 외측 어셈블리(상단 트로프 없음)
 교정 코드:
10100117702
10100117602
메모: 절차에서 명시적으로 언급하지 않는 한 위 교정 코드는 연결된 사고 수리 절차를 포함하여 이 절차를 수행하는 데 필요한 모든 사고 수리 작업을 반영합니다. 명시적으로 지시하지 않는 한 사고 수리 교정 코드를 누적하지 마십시오. 이 절차를 수행하는 데 필요한 관련 기계적 절차를 추가합니다.
교정 코드:
10100117702
10100117602
메모: 절차에서 명시적으로 언급하지 않는 한 위 교정 코드는 연결된 사고 수리 절차를 포함하여 이 절차를 수행하는 데 필요한 모든 사고 수리 작업을 반영합니다. 명시적으로 지시하지 않는 한 사고 수리 교정 코드를 누적하지 마십시오. 이 절차를 수행하는 데 필요한 관련 기계적 절차를 추가합니다.
수리 정보
- 이 절차를 시작하기 전에 모든 충돌 수리 일반 관행 및 안전 문서를 검토하고 적절한 PPE(개인 보호 장비)를 착용하십시오.
- 이 절차는 프레임 벤치를 사용하지 않고 완료할 수 있습니다.
- 이 문서의 쿼터 외측 어셈블리 부분 설명 부분에서 참조된 절단선이 사용되는 경우 차체 측면 외측 어셈블리는 개별 부분으로 또는 부분 조합으로 교체할 수 있습니다.
이 문서 사용
- 쿼터 외측 어셈블리 부분 설명 쿼터 외측 어셈블리의 손상된 영역을 교체하거나 차량 구조의 기본 부품에 접근하기 위해 필요한 경우 쿼터 외측 어셈블리(또는 서브어셈블리)를 구획하는 위치와 방법에 대한 정보를 제공합니다. 부위 설명을 사용하여 수행 중인 수리에 필요한 차체 측면 외측 어셈블리 부위를 성공적으로 구획할 위치를 결정하십시오.참고쿼터 외측 어셈블리의 부분은 이 문서에서 식별된 기준 절단 위치가 사용되는 경우 개별적으로 또는 부분 조합으로 교체할 수 있습니다.참고볼트 구멍 위치로부터의 측정값은 구획 설명에서 달리 명시하지 않는 한 기준 구멍의 중심으로부터의 측정값입니다.
- 이 문서의 수리 절차 부분에는 전체 쿼터 외측 어셈블리를 교체하는 데 필요한 정보가 포함되어 있습니다. 쿼터 외측의 부분(전체 쿼터 외측 어셈블리 아님)을 교체할 경우, 각 단계의 관련 부분을 사용하여 필요한 부품과 패스너 및 수리를 완료하는 데 필요한 단계를 결정하십시오.
부품 목록
| 수량 | 설명 | 이미지/비고 |
|---|---|---|
| 1 | ASSEMBLY, REAR QUARTER OUTER(후면 쿼터 외측 어셈블리) | |
| 8 | 구조용 벌브 리벳, 6.5mm | |
| 3 | 플로우 폼 리벳 S08 | |
| 13 LH 또는 12 RH | 플로우 폼 리벳 S18 |
부품을 주문할 때 부품 카탈로그를 참조하고 수리할 차량의 VIN을 입력하여 차량에 적합한 부품(및 부품 번호)을 찾습니다. 또는 부품 카탈로그에서 검색 기능을 사용하여 차량의 해당 부품을 찾습니다.
쿼터 외측 어셈블리 부분 설명
| 쿼터 외측 어셈블리 구획 분할 | ||
|---|---|---|
| 쿼터 외측 어셈블리는 단일 어셈블리이며 단일 수리로 교체하거나 전체 쿼터 외측 어셈블리를 교체하는 대신 이 문서에서 설명된 절단선을 사용하여 전체 쿼터 외측 어셈블리의 일부를 이용해 쿼터 외측의 영역을 교체할 수 있습니다. | ||
|
|
| 쿼터 외측 부분 설명 | 접합부 설명 |
|---|---|
|
쿼터 외측 스킨 부분 절단선 경고 차체 측면 외측 패널을 대상 후면 휠하우스 보강 패널 바로 위에서 절단하지 마십시오. 참조선/참조점
참고 이미지에서 표시된 대로 구멍의 측면에서 측정합니다. GMA 용접 참고 이 부분을 위한 맞대기 접합부 인접 패널 사이의 간격은 접합 강도를 최대화하기 위해 가능한 한 작아야 합니다. 참고 구조용 접착제를 사용하여 용접된 이음매의 틈을 채우고 용접 후 개방된 이음매를 모두 밀봉합니다. |
|
|
도그레그 부분 절단선 참조선/참조점
참고 이미지에서 표시된 대로 구멍의 측면에서 측정합니다. 경고 강철 차체 측면 외측 패널을 대상 알루미늄 구성품 바로 위에서 절단하지 마십시오. 대상 구성품(빨간색으로 강조 표시됨)에는 후면 휠하우스 보강재 및 후면 휠 아치 어셈블리가 모두 포함됩니다. GMA 용접 참고 이 부분을 위한 맞대기 접합부 인접 패널 사이의 간격은 접합 강도를 최대화하기 위해 가능한 한 작아야 합니다. 참고 용접 후 개방된 심(이음매)을 모두 밀봉합니다. |
|
|
후면 실 부분 절단선 참조선/참조점
GMA 용접 참고 지정된 절단선 양쪽에서 50mm 이내로 절단할 수 있습니다. 참고 이 부분을 위한 맞대기 접합부 인접 패널 사이의 간격은 접합 강도를 최대화하기 위해 가능한 한 작아야 합니다. 참고 용접 후 개방된 심(이음매)을 모두 밀봉합니다. |
|
|
후면 루프 레일 부분 참고 수리 영역에 루프 레일의 일부가 포함된 경우 이 절차를 사용하지 마십시오. 대신 차체 측면 외측을(를) 참조하십시오. |
수리 절차
- 다음을 탈거합니다. Hinge - Power Trunk - LH (Remove and Replace).
- 다음을 탈거합니다. Trunk (Remove and Install).
- 다음을 탈거합니다. Air Extractor (Remove and Replace).
- 다음을 탈거합니다. Trim - B-Pillar - Lower - LH (Remove and Replace).
- 다음을 탈거합니다. Insulator - Stuffer - Wheelhouse (Remove and Replace).
- 다음을 탈거합니다. Tub Carpet - Rear Trunk (Remove and Replace).
- 다음을 탈거합니다. Amplifier - Audio - External (Remove and Replace).
- 다음을 탈거합니다. Reflex Assembly - Electrical - Exterior Lights - Tail Lights - RH (Remove and Replace).
- 다음을 탈거합니다. Sill Plate - Rear - LH (Remove and Replace).
- 다음을 탈거합니다. Seal - Body - Side - Rear - Primary - RH (Remove and Replace).
- 다음을 탈거합니다. Seal - Body - Side - Front - Primary - LH (Remove and Replace).
- 다음을 탈거합니다. Seal - Trunk (Remove and Replace).
- 다음을 탈거합니다. Busbar - Charge Port to HV Battery (China) (Remove and Replace).
- 다음을 탈거합니다. ECU - Charge Port (Gen4) (Remove and Replace).
- 다음을 탈거합니다. Door Assembly - Charge Port (NA) (Remove and Replace).
- 다음을 탈거합니다. Bracket - Tail Lamp - LH (Remove and Replace).
- 다음을 탈거합니다. Bracket - Rear Wing - LH (Remove and Replace).
- 다음을 탈거합니다. Bumper Beam - Rear (Remove and Replace).
- 다음을 탈거합니다. Door - Rear - LH (Remove and Install).
- 다음을 탈거합니다. Glass - Body - Rear Quarter - LH (Remove and Replace).
- 다음을 탈거합니다. Striker - Door - LH (Remove and Replace).
- 다음을 탈거합니다. Sill Plate - Rear - LH (Remove and Replace).
- 다음을 탈거합니다. Wheel Arch Liner - Rear - LH (Remove and Replace).
- 다음을 탈거합니다. Cover - Rocker Panel - Lower - LH (Remove and Replace).
-
후면 쿼터 외측 어셈블리 정비 부품에서 상단 트로프를 탈거합니다.
또는 공장 출고 스폿 용접또는 공장 출고 스폿 용접을 통해 구멍 뚫기참고스폿 용접을 드릴로 제거할 때, 스폿 용접을 대신할 패스너에 맞는 크기의 구멍을 만들 수 있는 드릴 비트를 사용합니다.
-
기존 구성품을 탈거합니다.
또는 공장 출고 스폿 용접
또는 공장 출고 SPR
-
휠 아치 플랜지를 분리합니다.
-
장착을 준비합니다.
참고빨간색 X는 공장 출고 장착 패스너를 교체하지 않는 위치를 나타냅니다.
또는 설치 스폿 용접
또는 강철 플러그 용접
GMA 용접
- 차량과 새 구성품 또는 구성품들의 접합면에 구조용 접착제를 도포합니다.
-
새 구성품을 장착합니다.
참고차체 측면 외측 하단 플랜지는 구조용 접착제만 사용하여 고정합니다.
-
저항 스폿 용접을 수행합니다.
또는 설치 스폿 용접경고개인 보호 장비 사용을 비롯한 용접 안전 주의 사항을 준수하지 않으면 심각한 상해 또는 재산상의 손상이 발생할 수 있습니다. Tesla가 승인한 용접 교육을 이수한 기술자만 Tesla 차량의 구조 구성품 용접을 수행할 권한이 있습니다.경고차량 전기 절연 절차를 수행하기 전에 Tesla 차량에서 용접하지 마십시오(차량 전기 절연 절차에 대한 자세한 내용은 차량별 정비 설명서 참조). 고전압 또는 저전압 시스템의 전원이 연결된 Tesla 차량을 용접하면 차량 구성품에 손상이 발생할 수 있습니다.
-
GMA 용접을 수행합니다.
또는 강철 플러그 용접
GMA 용접
경고개인 보호 장비 사용을 비롯한 용접 안전 주의 사항을 준수하지 않으면 심각한 상해 또는 재산상의 손상이 발생할 수 있습니다. Tesla가 승인한 용접 교육을 이수한 기술자만 Tesla 차량의 구조 구성품 용접을 수행할 권한이 있습니다.경고차량 충돌 시 안전성을 유지하려면 승인된 용접 와이어 및 승인된 GMA 용접기만 사용하여 Tesla 차량을 GMA 용접하십시오. 승인된 GMA 용접기 및 용접 와이어에 대한 정보는 승인된 가스 금속 아크(GMA) 용접기 및 용접 와이어을(를) 참조하십시오.경고차량 전기 절연 절차를 수행하기 전에 Tesla 차량에서 용접하지 마십시오(차량 전기 절연 절차에 대한 자세한 내용은 차량별 정비 설명서 참조). 고전압 또는 저전압 시스템의 전원이 연결된 Tesla 차량을 용접하면 차량 구성품에 손상이 발생할 수 있습니다.참고GMA 용접을 하기 전, 동일한 게이지와 동일한 종류의 재료로 테스트 용접을 하여 용접 장비 설정이 연결부 형성에 양호한지 확인합니다. -
구조용 접착제로 표시된 이음매를 채웁니다.
-
휠 아치 플랜지 위로 접습니다.
- 필요한 수리 후 작업을 수행합니다.
- 다음을 장착합니다. Cover - Rocker Panel - Lower - LH (Remove and Replace).
- 다음을 장착합니다. Wheel Arch Liner - Rear - LH (Remove and Replace).
- 다음을 장착합니다. Sill Plate - Rear - LH (Remove and Replace).
- 다음을 장착합니다. Striker - Door - LH (Remove and Replace).
- 다음을 장착합니다. Glass - Body - Rear Quarter - LH (Remove and Replace).
- 다음을 장착합니다. Door - Rear - LH (Remove and Install).
- 다음을 장착합니다. Bumper Beam - Rear (Remove and Replace).
- 다음을 장착합니다. Bracket - Rear Wing - LH (Remove and Replace).
- 다음을 장착합니다. Bracket - Tail Lamp - LH (Remove and Replace).
- 다음을 장착합니다. Door Assembly - Charge Port (NA) (Remove and Replace).
- 다음을 장착합니다. ECU - Charge Port (Gen4) (Remove and Replace).
- 다음을 장착합니다. Busbar - Charge Port to HV Battery (China) (Remove and Replace).
- 다음을 장착합니다. Seal - Trunk (Remove and Replace).
- 다음을 장착합니다. Seal - Body - Side - Front - Primary - LH (Remove and Replace).
- 다음을 장착합니다. Seal - Body - Side - Rear - Primary - RH (Remove and Replace).
- 다음을 장착합니다. Sill Plate - Rear - LH (Remove and Replace).
- 다음을 장착합니다. Reflex Assembly - Electrical - Exterior Lights - Tail Lights - RH (Remove and Replace).
- 다음을 장착합니다. Amplifier - Audio - External (Remove and Replace).
- 다음을 장착합니다. Tub Carpet - Rear Trunk (Remove and Replace).
- 다음을 장착합니다. Insulator - Stuffer - Wheelhouse (Remove and Replace).
- 다음을 장착합니다. Trim - B-Pillar - Lower - LH (Remove and Replace).
- 다음을 장착합니다. Air Extractor (Remove and Replace).
- 다음을 장착합니다. Trunk (Remove and Install).
- 다음을 장착합니다. Hinge - Power Trunk - LH (Remove and Replace).