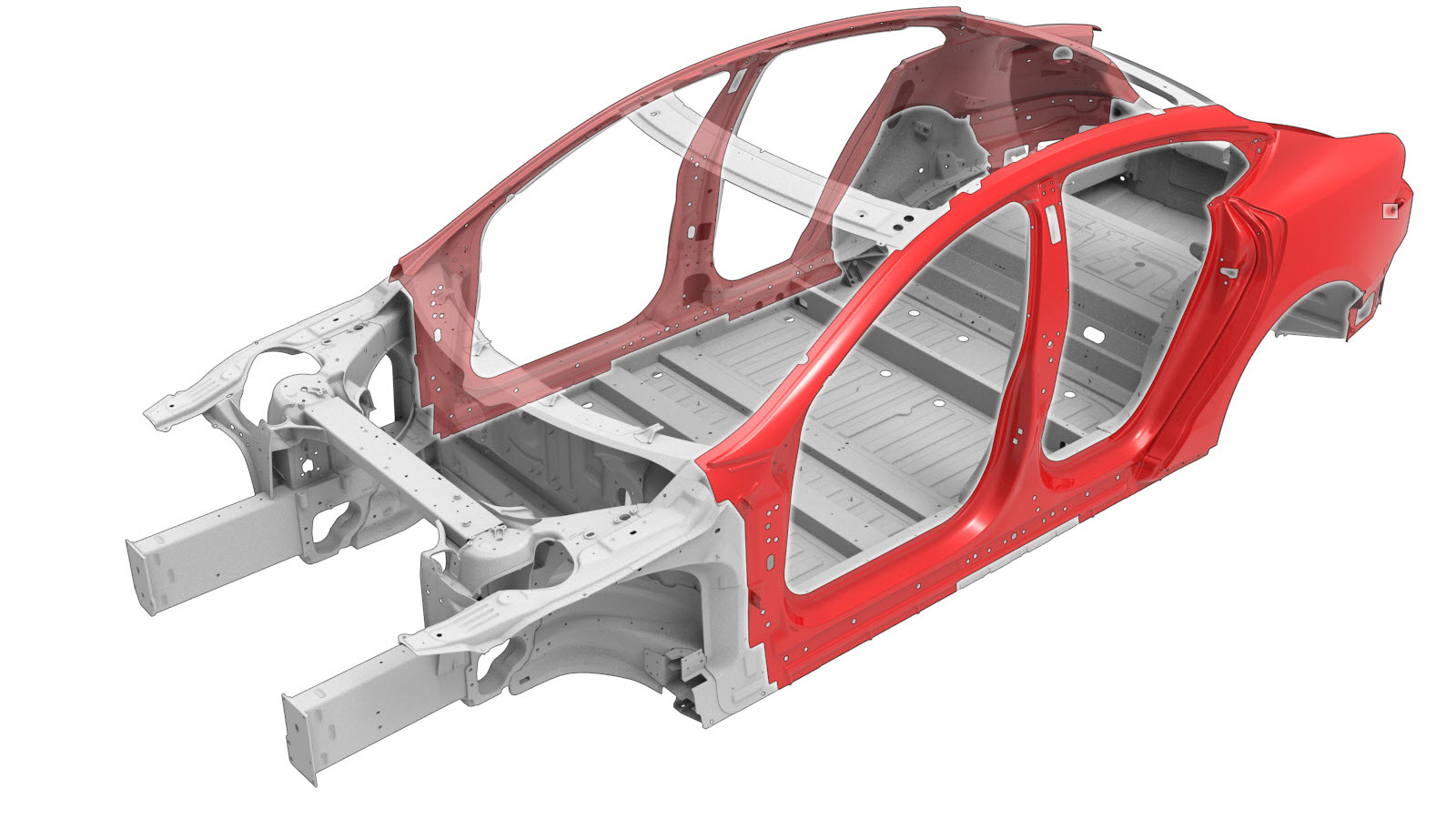
Exterior del lateral de la carrocería (nodo trasero de 2.ª generación y pilar B de 1.ª generación)
 Código de corrección:
10100142702
10100142802
NOTA: Salvo que se indique expresamente en el procedimiento, el código de corrección anterior incluye todos los trabajos de reparación de carrocería y de servicio necesarios para realizar este procedimiento, incluidos los procedimientos relacionados. No acumule códigos de corrección de reparación de colisiones a menos que se le indique explícitamente que lo haga. En función de los daños del vehículo, pueden ser necesarias reparaciones adicionales.
Código de corrección:
10100142702
10100142802
NOTA: Salvo que se indique expresamente en el procedimiento, el código de corrección anterior incluye todos los trabajos de reparación de carrocería y de servicio necesarios para realizar este procedimiento, incluidos los procedimientos relacionados. No acumule códigos de corrección de reparación de colisiones a menos que se le indique explícitamente que lo haga. En función de los daños del vehículo, pueden ser necesarias reparaciones adicionales.
Información de reparación
- Se puede sustituir cualquier sección individual o combinación de secciones del exterior del lateral de la carrocería, siempre que se respeten las líneas de corte descritas en la sección Descripciones de las secciones exteriores del lateral de la carrocería de este documento.
- Antes de iniciar este procedimiento, revise todas las prácticas generales y la documentación de seguridad de reparación de colisiones, y utilice el equipo de protección individual (EPI) adecuado.
- Este procedimiento se puede realizar sin utilizar un banco de bastidor.
Verifique que este es el procedimiento correcto
- Nodo trasero de 2.ª generación: Este nodo trasero se instaló en vehículos fabricados a partir del 5 de noviembre de 2014.
Consulte Versiones con nodo posterior de Model S para obtener información sobre cómo identificar la generación del nodo trasero del vehículo.
- Pilar B de 1.ª generación: Este pilar B se instaló en los vehículos Model S fabricados antes del 12 de octubre de 2016.
Consulte Identificación de la generación del pilar B en el Model S para obtener información sobre cómo identificar la generación del pilar B en el vehículo.
| Nodo trasero | Pilar B | Procedimiento correcto |
|---|---|---|
| Generación 1 | Generación 1 | Exterior del lateral de la carrocería (nodo trasero de 1.ª generación y pilar B de 1.ª generación) |
| Generación 2 | Generación 1 | Exterior del lateral de la carrocería (nodo trasero de 2.ª generación y pilar B de 1.ª generación) (este procedimiento) |
| Generación 2 | Generación 2 | Exterior del lateral de la carrocería (nodo trasero de 2.ª generación y pilar B de 2.ª generación) |
Uso de este documento
- Descripciones de las secciones exteriores del lateral de la carrocería Proporcionar información sobre dónde y cómo seccionar el conjunto exterior del lateral de la carrocería Ensamblaje(o sus subconjuntos) según sea necesario para sustituir las áreas dañadas del panel exterior del lateral de la carrocería o para obtener acceso a piezas subyacentes de la estructura del vehículo. Utilice las descripciones de las secciones para determinar dónde seccionar correctamente el conjunto exterior del lateral de la carrocería según sea necesario para la reparación que se realiza.NotaLas secciones del conjunto exterior del lateral de la carrocería se pueden reemplazar individualmente o en cualquier combinación de secciones, siempre y cuando se utilicen las ubicaciones de corte indicadas en este documento.NotaLas mediciones de las ubicaciones de los orificios de los pernos son desde el centro de los orificios a los que se hace referencia, a menos que se indique lo contrario en la descripción de la sección.
- Las partes de retirada y sustitución de este documento contienen la información necesaria para reemplazar toda la parte del conjunto exterior del lateral de la carrocería. Si se sustituyen secciones del conjunto del exterior del lateral de la carrocería (en lugar de todo el exterior del lateral de la carrocería), utilice las partes correspondientes de cada paso para determinar qué piezas y sujeciones se necesitan y los pasos necesarios para completar la reparación.
Lista de piezas
| Cantidad | Descripción | Imagen / Notas |
|---|---|---|
| 1 | ASSY - BODY SIDE OTR COMP (exterior del lateral de la carrocería completo) |
Nota Se puede utilizar un subconjunto precortado si se divide en secciones la parte exterior del lateral de la carrocería. Consulte Descripciones de las secciones exteriores del lateral de la carrocería para obtener más información. |
| 1 | Remache estructural de alta resistencia, 6,5 mm | |
| 11 | Remache abombado estructural, 6,5 mm | |
| 10 | Remache estructural, 6,5 mm, mediano | |
| 4 | Remache avellanado, 4,8 mm, largo | |
| 2 | Remache avellanado, 4,8 mm, corto | |
| 4 | Remache con reborde estructural de alta resistencia, 6,5 mm | |
| 8 | Remache de brida estructural | |
| 35 | Remache Flow Form S08 | |
| 19 | Remache Flow Form S18 | |
| 32 | Remache Flow Form S28 | |
| 23 | Remache Flow Form S38 | |
| 104 | Remache Flow Form S48 | |
| 13 | Remache Flow Form S58 | |
| 2 | Remache Flow Form S68 | |
| 2 | Perno, brida de cabeza redonda , M8 x 1,25 x 16 DE BRIDA DE CABEZA ALOMADA | Referencia de Tesla 1008833-01-A. |
| 4 | Perno, cabeza hexagonal | Referencia de Tesla 1057210-00-A. |
| 6 | Tuerca , M8-1.25, HF, acero | Referencia de Tesla 1006628-01-A. |
| 1 | PARCHE DE BUTILO 300x150x2 | Referencia de Tesla 1004969-00-A. |
Al solicitar piezas, consulte el Catálogo de piezas e introduzca el VIN del vehículo que se va a reparar para encontrar las piezas correctas (y los números de pieza) para el vehículo. También puede utilizar la función de búsqueda del Catálogo de piezas para buscar una pieza específica para el vehículo.
Descripciones de las secciones exteriores del lateral de la carrocería
| Conjuntos y secciones de servicio del exterior del lateral de la carrocería | |
|---|---|
El exterior del lateral de la carrocería completo es un solo componente y se puede sustituir como una sola reparación. De forma alternativa, en lugar de reemplazar el exterior del lateral de la carrocería al completo, se puede sustituir zonas concretas mediante:
Aviso Al cortar secciones, no corte los orificios de los pernos. Nota Instale un disco de respaldo detrás de cada junta de tope si hay suficiente espacio y utilice adhesivo estructural para rellenar los huecos detrás de los paneles y los componentes subyacentes. |
|
| Conjunto o subconjunto | Secciones |
| ASSY - BODY SIDE OTR COMP | |
| ASSY - PNL-BODY SIDE OTR | |
| ASSY - BODY SIDE OTR A-PILLAR | |
| ASSY - BODY SIDE OTR B-PILLAR | |
| ASSY - BODY SIDE OTR C-PILLAR | |
| Sección del exterior del lateral de la carrocería | |
|---|---|
|
Pilar de bisagra Línea de corte Línea/punto de referencia
Nota El corte se puede realizar con un margen de hasta 60 mm de la ubicación especificada para permitir la división en secciones del exterior del anillo de la puerta. Soldadura MIG o Soldaduras de relleno de aluminio |
|
|
Pilar A Línea de corte Línea/punto de referencia
Nota El corte se puede realizar con un margen de hasta 369 mm de la ubicación especificada para permitir la división en secciones del exterior del anillo de la puerta. Soldadura MIG o Soldaduras de relleno de aluminio |
|
|
Larguero delantero Línea de corte Línea/punto de referencia
Nota El corte se puede realizar con un margen de hasta 270 mm de la ubicación especificada para permitir la división en secciones del exterior del anillo de la puerta. Soldadura MIG o Soldaduras de relleno de aluminio |
|
|
Pilar B Línea de corte Línea/punto de referencia
Nota El corte se puede realizar con un margen de hasta 76 mm de la ubicación especificada. Soldadura MIG o Soldaduras de relleno de aluminio Aviso No suelde un panel donde esté en contacto directo con componentes estructurales subyacentes. Las altas temperaturas de la zona soldada pueden debilitar los componentes estructurales subyacentes. Utilice adhesivo estructural para rellenar los huecos que haya detrás de los paneles y los componentes subyacentes. |
|
|
Raíl del techo trasero Línea de corte Línea/punto de referencia
Nota El corte se puede realizar hasta 200 mm delante o hasta 280 mm detrás de la ubicación especificada para permitir la división del exterior del anillo de la puerta. Soldadura MIG o Soldaduras de relleno de aluminio |
|
|
Larguero trasero Línea de corte Línea/punto de referencia
Nota El corte se puede realizar con un margen de hasta 70 mm de la ubicación especificada para permitir la división en secciones del exterior del anillo de la puerta. Soldadura MIG o Soldaduras de relleno de aluminio |
|
|
Faldón Línea de corte Línea/punto de referencia
Nota El procedimiento Sección de la aleta exterior completa debe llevarse a cabo antes de sustituir esta sección. Nota El corte se puede realizar con un margen de hasta 70 mm de la ubicación especificada. Soldadura MIG o Soldaduras de relleno de aluminio |
|
|
Aleta trasera Línea de corte Línea/punto de referencia
Soldadura MIG o Soldaduras de relleno de aluminio |
|
Procedimiento de reparación
-
Retire el componente que cubre el conjunto del cabezal delantero:
En función de la fecha de fabricación del vehículo, el componente que cubre el conjunto del cabezal delantero puede ser uno de los siguientes:
- Conjunto de techo (consulte el procedimiento)
- Cristal de techo (consulte el procedimiento)
- Marco del conjunto de techo panorámico (consulte el procedimiento)
-
Retire el componente original.
o Soldaduras por puntos de fábrica
o SPR de fábrica
o Perfore a través de las soldaduras por puntos de fábricaNotaAl perforar soldaduras por puntos, utilice una broca que cree un orificio del tamaño correcto para la fijación que sustituirá a la soldadura por puntos.o Remaches estructurales de fábrica
Pasador y collar de fábrica
-
Preparación para la instalación.
NotaUna X roja indica una ubicación en la que no se está sustituyendo una fijación instalada de fábrica. Fije esta ubicación únicamente con adhesivo estructural.
o Remaches estructurales de alta resistencia, 6,5 mm
o Remaches abombados estructurales, 6,5 mm- A = 10 mm.
- B = 57 mm.
o Remaches avellanados, 4,8 mm, cortos
o Remaches avellanados, 4,8 mm, largos- C = 14 mm.
- D = 51 mm.
o Remaches estructurales, 6,5 mm, medianos
o Remaches de brida estructurales de alta resistencia, 6,5 mm
- Aplique adhesivo estructural en las superficies de contacto del vehículo y en el nuevo componente o componentes.
-
Instale el componente o los componentes nuevos.
Apriete los pernos a 25 Nm.
-
Si se está reparando una sección solamente:
Realice una soldadura GMA en las juntas planas.
Soldadura MIG
o Soldaduras de relleno de aluminio
AvisoNo suelde un panel donde esté en contacto directo con un componente estructural subyacente. El calor provocado por la soldadura puede debilitar la resistencia del componente estructural.AvisoSi no se respetan todas las precauciones de seguridad durante la soldadura, incluyendo el uso de equipo de protección individual, podrían provocarse lesiones graves o daños en la propiedad. Solo los técnicos que han completado satisfactoriamente el curso de formación para soldadura de Tesla están autorizados para soldar componentes estructurales en vehículos Tesla.AvisoPara mantener la integridad del vehículo en caso de choque, utilice únicamente alambre de soldadura aprobado y un soldador GMA aprobado para realizar soldaduras GMA en los vehículos Tesla. Consulte Soldadoras de gas y arco metálico (GMA) e hilo de soldadura aprobados para obtener información sobre los soldadores y el hilo de soldadura GMA aprobados.PRECAUCIÓNNo suelde en un vehículo Tesla antes de realizar el procedimiento de aislamiento eléctrico del vehículo (consulte el Manual de servicio específico del vehículo para obtener más información sobre el procedimiento de aislamiento eléctrico del vehículo). Soldar en un vehículo Tesla con un sistema de alta o baja tensión energizado podría dañar los componentes del vehículo.NotaAntes de la soldadura GMA, debe efectuarse una prueba de soldadura utilizando material del mismo calibre y tipo para asegurarse de que la configuración del equipo de soldadura cree una junta correcta. -
Si no se va a instalar una cámara, coloque un parche de butilo.
Recorte el parche de butilo para que encaje en la junta del aplique del pilar B.NotaLas siguientes mediciones son aproximadas.
- E = 60 mm.
- F = 125 mm.
- G = 80 mm.
-
Instale el componente que se retiró para proporcionar acceso al conjunto del cabezal delantero:
- Conjunto de techo (consulte el procedimiento)
- Cristal de techo (consulte el procedimiento)
- Marco del conjunto de techo panorámico (consulte el procedimiento)
-
Amplíe los orificios existentes en el pilar B y los soportes de juntas del pilar B a 10 mm.
-
Instale los soportes de juntas del pilar B.
- Efectúe las operaciones posteriores a la reparación necesarias.