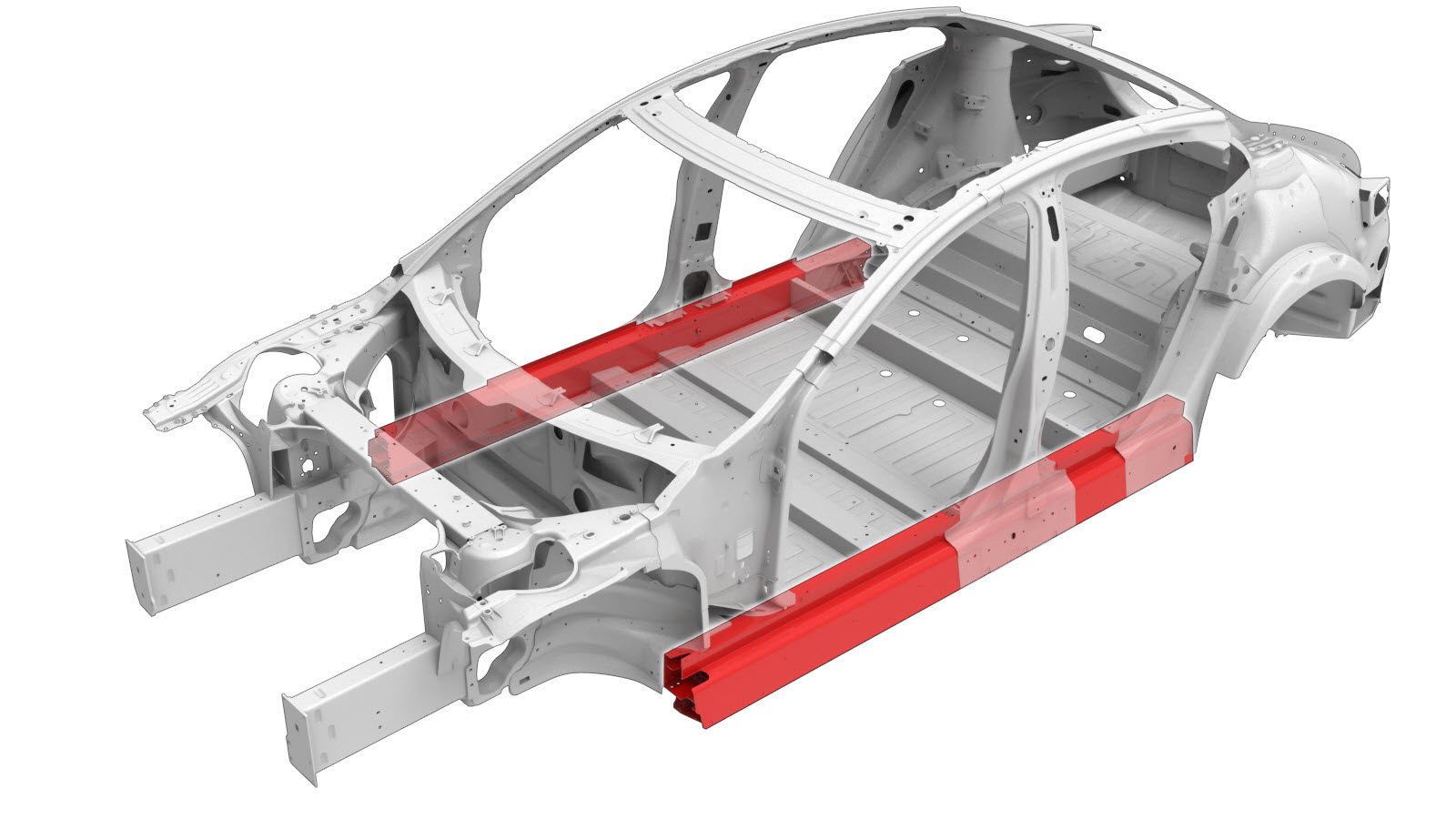
Larguero (completo)
 Código de corrección:
10100301002
10100301102
NOTA: Salvo que se indique lo contrario explícitamente en el procedimiento, el código de corrección anterior refleja todo el trabajo de reparación de colisiones necesario para realizar este procedimiento, incluidos los procedimientos vinculados de reparación de colisiones. No acumule códigos de corrección de reparación de colisiones a menos que se le indique explícitamente que lo haga. Añada los procedimientos mecánicos asociados necesarios para llevar a cabo este procedimiento.
Código de corrección:
10100301002
10100301102
NOTA: Salvo que se indique lo contrario explícitamente en el procedimiento, el código de corrección anterior refleja todo el trabajo de reparación de colisiones necesario para realizar este procedimiento, incluidos los procedimientos vinculados de reparación de colisiones. No acumule códigos de corrección de reparación de colisiones a menos que se le indique explícitamente que lo haga. Añada los procedimientos mecánicos asociados necesarios para llevar a cabo este procedimiento.
Información de reparación
- Este procedimiento de reparación es solo para los vehículos fabricados después del 5 de noviembre de 2014 (con nodos traseros de segunda generación). Para obtener más información sobre las versiones de nodo trasero y cómo determinar si el vehículo tiene un nodo trasero de primera o segunda generación, consulte Versiones con nodo posterior de Model S.
- Dependiendo de los daños de este componente, podría ser reparado. Consulte Directrices de reparación del umbral para obtener más información.
- Antes de iniciar este procedimiento, revise todas las prácticas generales y la documentación de seguridad de reparación de colisiones, y utilice el equipo de protección individual (EPI) adecuado.
- Monte correctamente el vehículo en un banco de bastidor para realizar este procedimiento.
Lista de piezas
| Cantidad | Descripción | Imagen / Notas |
|---|---|---|
| 1 | CONJ DINTEL LATERAL (Dintel - Completo) | |
| 1 | CONJ, RAMPA DE CARTABÓN |
Nota Esta pieza solo es para vehículos fabricados después del 10 de abril de 2016. |
| 37 | Remache estructural de alta resistencia, 6,5 mm | |
| 7 | Remache abombado estructural, 6,5 mm | |
| 2 | Remache de brida estructural | |
| 12 | Remache estructural, 6,5 mm, mediano | |
| 2 | TUERCA SPAC,M8X2.8-3.5,STL[10] | Referencia de Tesla 1071915-00-A. |
| 2 | Perno, cabeza hexagonal HF M8X50 PC109 MAT | Referencia de Tesla 1046838-00-A. |
| 4 | Tuerca ,M8-1.25,HF,ACERO[10],ZNAL,NEGRO | Referencia de Tesla 1006628-01-A. Nota Esta pieza solo es para vehículos fabricados después del 10 de abril de 2016. |
Al solicitar piezas, consulte el Catálogo de piezas e introduzca el VIN del vehículo que se va a reparar para encontrar las piezas correctas (y los números de pieza) para el vehículo. También puede utilizar la función de búsqueda del Catálogo de piezas para buscar una pieza específica para el vehículo.
Procedimiento de reparación
-
Quite la parte necesaria de Exterior del lateral de la carrocería para dejar a la vista el componente subyacente que se desea sustituir.
-
Retire la parte necesaria de Conjunto del pilar de la bisagra.
-
Retire Extensión del paso de rueda.
-
Retire Refuerzo de la extensión exterior del raíl del bastidor delantero.
-
Retire Placa de la caja de torsión.
-
Solo para vehículos fabricados hasta el 10 de abril de 2016: Separe la parte inferior del pilar B del dintel.
Soldadura MIG
-
Solo para vehículos fabricados después del 10 de abril de 2016: Separe la parte inferior del pilar B de la rampa de cartabón.
-
Retire el componente original.
o Soldaduras por puntos de fábrica
o SPR de fábrica
o Perfore a través de las soldaduras por puntos de fábricaNotaAl perforar soldaduras por puntos, utilice una broca que cree un orificio del tamaño correcto para la fijación que sustituirá a la soldadura por puntos.o Remaches estructurales de fábrica
Soldadura MIG
-
Preparación para la instalación.
Línea de corte
Línea/punto de referencia
- A = 48 mm.
- B = 9 mm.
- C = 22 mm.
- D = 12 mm.
o Remaches estructurales de alta resistencia, 6,5 mm- E = 58 mm.
- F = 32 mm.
- G = 39 mm.
- H = 144 mm.
- I = 14 mm.
- J = 30 mm.
- K = 25 mm.
- L = 20 mm.
- M = 11 mm.
- N = 50 mm.
- O = 34 mm.
- P = 45 mm.
- Q = 65 mm.
- R = 55 mm.
- S = 80 mm.
- T = 90 mm.
- U = 6 mm.
- V = 44 mm.
- W = 166 mm.
- X = 8 mm.
- Y = 62 mm.
- Z = 142 mm.
- AA = 160 mm.
- BB = 185 mm.
- CC = 230 mm.
- DD = 56 mm.
- EE = 70 mm.
- FF = 49 mm.
- GG = 47 mm.
o Remaches abombados estructurales, 6,5 mm
o Remaches de brida estructurales, 6,5 mm
o Remaches estructurales, 6,5 mm, medianos
O Soldadura MIG
- Coloque temporalmente el dintel.
-
Perfore orificios de 8 mm a través del nodo trasero en las ubicaciones marcadas con un círculo rojo.
- Retire el dintel.
-
Amplíe los orificios de 8 mm del dintel hasta los 11,5 mm.
-
Aplique adhesivo a la parte posterior de las tuercas SPAC, colóquelas en el dintel y fíjelas en su sitio con mordazas.
- Aplique adhesivo estructural en las superficies de contacto del vehículo y en el nuevo componente o componentes.
-
Instale el componente o los componentes nuevos.
Instale y apriete los pernos a 25 Nm.
-
Solo para vehículos fabricados después del 10 de abril de 2016: Instale la rampa de cartabón en el dintel.
Consulte las instrucciones de instalación del procedimiento de reparación Rampa de escuadra del pilar B.
-
Solo para vehículos fabricados después del 10 de abril de 2016: Fije la parte inferior del pilar B a la rampa de cartabón.
Tuerca
Apriete las tuercas a 25 Nm.
-
Solo para vehículos fabricados hasta el 10 de abril de 2016: Fije la parte inferior del pilar B al dintel.
Soldadura MIG
-
Realice la soldadura MIG.
o Soldaduras de relleno de aluminio
Soldadura MIG
AvisoSi no se respetan todas las precauciones de seguridad durante la soldadura, incluyendo el uso de equipo de protección individual, podrían provocarse lesiones graves o daños en la propiedad. Solo los técnicos que han completado satisfactoriamente el curso de formación para soldadura de Tesla están autorizados para soldar componentes estructurales en vehículos Tesla.AvisoPara mantener la integridad del vehículo en caso de choque, utilice únicamente alambre de soldadura aprobado y un soldador GMA aprobado para realizar soldaduras GMA en los vehículos Tesla. Consulte Soldadoras de gas y arco metálico (GMA) e hilo de soldadura aprobados para obtener información sobre los soldadores y el hilo de soldadura GMA aprobados.PRECAUCIÓNNo suelde en un vehículo Tesla antes de realizar el procedimiento de aislamiento eléctrico del vehículo (consulte el Manual de servicio específico del vehículo para obtener más información sobre el procedimiento de aislamiento eléctrico del vehículo). Soldar en un vehículo Tesla con un sistema de alta o baja tensión energizado podría dañar los componentes del vehículo.NotaAntes de la soldadura GMA, debe efectuarse una prueba de soldadura utilizando material del mismo calibre y tipo para asegurarse de que la configuración del equipo de soldadura cree una junta correcta. -
Instale Placa de la caja de torsión.
-
Instale Refuerzo de la extensión exterior del raíl del bastidor delantero.
-
Instale las fijaciones como se indica.
o Remaches estructurales de alta resistencia, 6,5 mm
- D = 12 mm.
- P = 45 mm.
- Q = 65 mm.
- S = 80 mm.
- T = 90 mm.
- U = 6 mm.
- V = 44 mm.
- W = 166 mm.
- X = 8 mm.
- Y = 62 mm.
- Z = 142 mm.
- AA = 160 mm.
- BB = 185 mm.
- CC = 230 mm.
- DD = 56 mm.
- EE = 70 mm.
- FF = 49 mm.
- GG = 47 mm.
-
Instale Extensión del paso de rueda.
-
Instale la parte de Conjunto del pilar de la bisagra que se retiró para dejar al descubierto el componente que se iba a sustituir.
-
Instale la parte de Exterior del lateral de la carrocería que retiró para dejar al descubierto el componente que se va a sustituir.
- Efectúe las operaciones posteriores a la reparación necesarias.