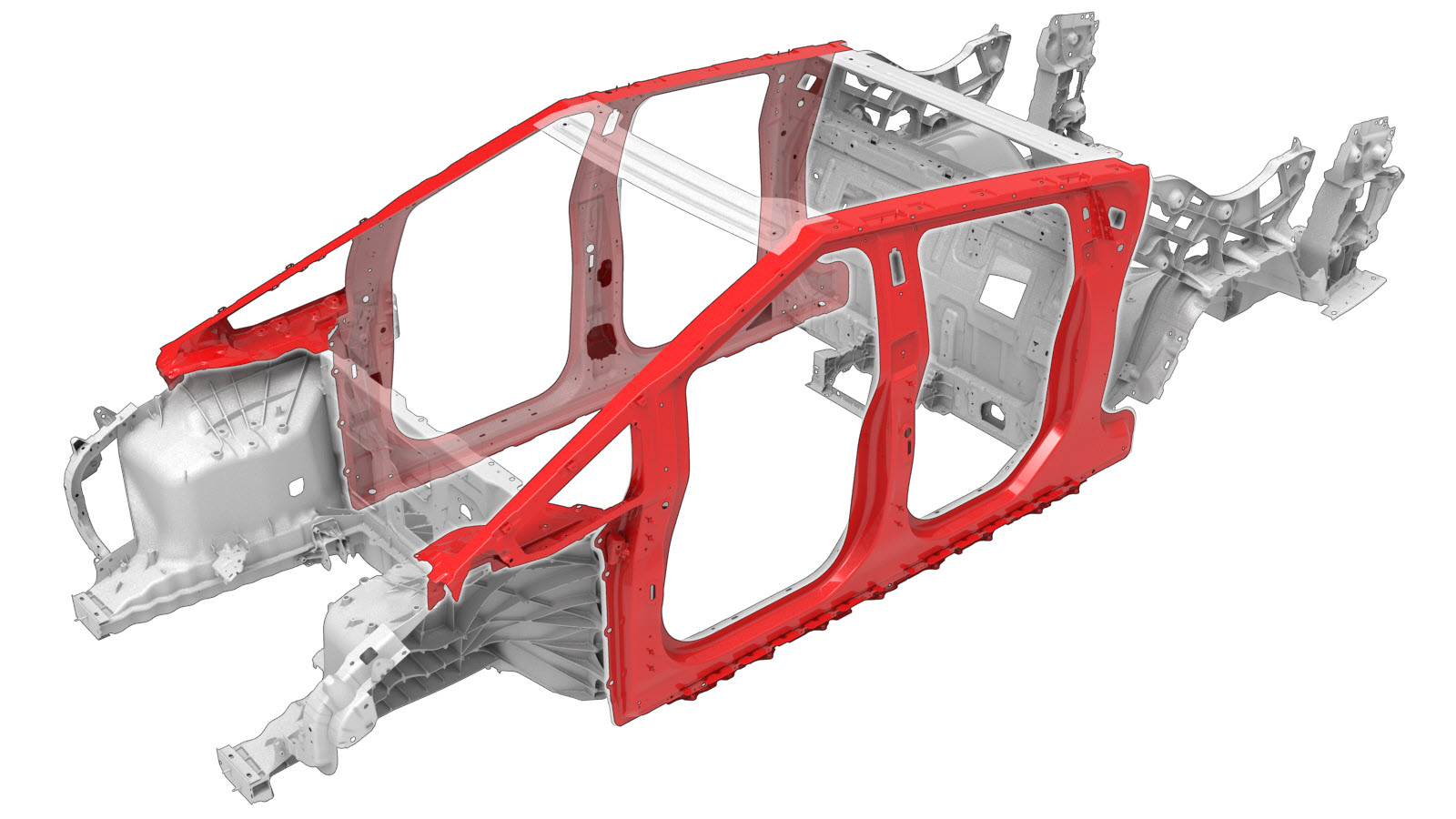
Body Side Outer
 Correction code:
10100118802
10100118902
NOTE:
Unless explicitly stated in the procedure, the above
correction code includes all Collision Repair work required
to perform this procedure, including the linked Collision
Repair procedures. Do not stack Collision Repair
correction codes unless explicitly told to do
so. Add any associated mechanical procedures
needed to perform this procedure.
Correction code:
10100118802
10100118902
NOTE:
Unless explicitly stated in the procedure, the above
correction code includes all Collision Repair work required
to perform this procedure, including the linked Collision
Repair procedures. Do not stack Collision Repair
correction codes unless explicitly told to do
so. Add any associated mechanical procedures
needed to perform this procedure.
Repair Information
- Review all collision repair general practices and safety documentation and wear the appropriate PPE (Personal Protective Equipment) before beginning this procedure.
- Properly mount the vehicle on a frame bench when performing this procedure.
Parts List
| Quantity | Description | Image / Notes |
|---|---|---|
| 1 | ASY BODY SIDE OUTER (Body Side Outer) | |
| 17 | High Strength Structural Rivet, 6.5 mm | |
| 1 | Countersunk Rivet, 4.8 mm Short | |
| 2 | Countersunk Rivet, 4.8 mm Long | |
| 1 | Flow Form Rivet S08 | |
| 5 | Flow Form Rivet S18 | |
| 1 | Flow Form Rivet S28 | |
| 1 | Flow Form Rivet S48 | |
| 1 | Flow Form Rivet S58 | |
| 4 | Bolt , HF,M12x35,STL[109],ZNFL,PC | Tesla part number 1089657-00. |
When ordering parts, refer to the Parts Catalog and enter the VIN of the vehicle being repaired to find the correct parts (and the part numbers) for the vehicle. Alternatively, use the search function in the Parts Catalog to find a specific part for the vehicle.
Repair Procedure
-
Remove the original component.
or Factory Spot Welds
or Factory SPRs
or Drill through factory spot weldsNoteWhen drilling out spot welds, use a drill bit that creates a hole correctly sized for the fastener that will replace the spot weld.or Bolts
-
Prepare for installation.
NoteA red X indicates a location where a factory-installed fastener is not being replaced.
or High Strength Structural Rivets, 6.5 mm
or Countersunk Rivets, 4.8 mm Short
or Countersunk Rivets, 4.8 mm Long
or Bolts
or Installation Spot Welds
- Apply structural adhesive to the mating surfaces on the vehicle and the new component or components.
-
Install the new component or components.
Torque the bolts to 90 Nm.
-
Perform resistance spot
welding.
or Installation Spot WeldsWarningFailure to follow all welding safety precautions, including the use of personal protective equipment, could result in serious injury or property damage. Only technicians who have completed Tesla’s approved welding training are authorized to weld structural components on Tesla vehicles.CAUTIONDo not weld on a Tesla vehicle before performing the Vehicle Electrical Isolation Procedure (refer to the vehicle-specific Service Manual for more information on the Vehicle Electrical Isolation Procedure). Welding on a Tesla vehicle with an energized high or low voltage system might damage vehicle components.
- Perform any necessary post-repair operations.