Capa exterior de la aleta
 Código de corrección:
Pendiente
NOTA: Salvo que se indique expresamente en el procedimiento, el código de corrección anterior incluye todos los trabajos de reparación de carrocería y de servicio necesarios para realizar este procedimiento, incluidos los procedimientos relacionados. No acumule códigos de corrección de reparación de colisiones a menos que se le indique explícitamente que lo haga. En función de los daños del vehículo, pueden ser necesarias reparaciones adicionales.
Código de corrección:
Pendiente
NOTA: Salvo que se indique expresamente en el procedimiento, el código de corrección anterior incluye todos los trabajos de reparación de carrocería y de servicio necesarios para realizar este procedimiento, incluidos los procedimientos relacionados. No acumule códigos de corrección de reparación de colisiones a menos que se le indique explícitamente que lo haga. En función de los daños del vehículo, pueden ser necesarias reparaciones adicionales.
Información de reparación
- Antes de iniciar este procedimiento, revise todas las prácticas generales y la documentación de seguridad de reparación de colisiones, y utilice el equipo de protección individual (EPI) adecuado.
- Este procedimiento se puede realizar sin utilizar un banco de bastidor.
Lista de piezas
| Cantidad | Descripción | Imagen / Notas |
|---|---|---|
| 1 | PANEL - REAR QUARTER OUTER (Capa exterior de la aleta) | |
| 10 |
Al solicitar piezas, consulte el Catálogo de piezas e introduzca el VIN del vehículo que se va a reparar para encontrar las piezas correctas (y los números de pieza) para el vehículo. También puede utilizar la función de búsqueda del Catálogo de piezas para buscar una pieza específica para el vehículo.
Directrices de división en secciones
- Si la reparación de secciones requiere la extracción o la instalación de conjuntos o paneles adicionales, realice los pasos necesarios del procedimiento de reparación concreto de cada conjunto o panel.
- Si realiza la división en secciones en la zona del raíl del techo, no corte los soportes de la baca.
- Se puede cortar a través de un orificio de una abertura o un orificio no funcional (orificio del guarnecido exterior), como se describe a continuación.
- No corte a menos de 25 mm del centro de un orificio de perno.
- Las secciones no requieren fijaciones en las juntas a tope a menos que se indique específicamente.
- Se puede instalar una placa de apoyo en una junta a tope entre secciones (como se describe en creación e instalación de placas de respaldo).
- Las separaciones entre los paneles de las juntas a tope deben ser lo más pequeñas posible para maximizar la resistencia de la junta.
- Juntas a tope de la sección de soldadura GMA.
- Selle todas las juntas abiertas después de soldar.
- Si una junta a tope incluye una brida, no suelde esta última (las bridas se fijan únicamente con adhesivo estructural).
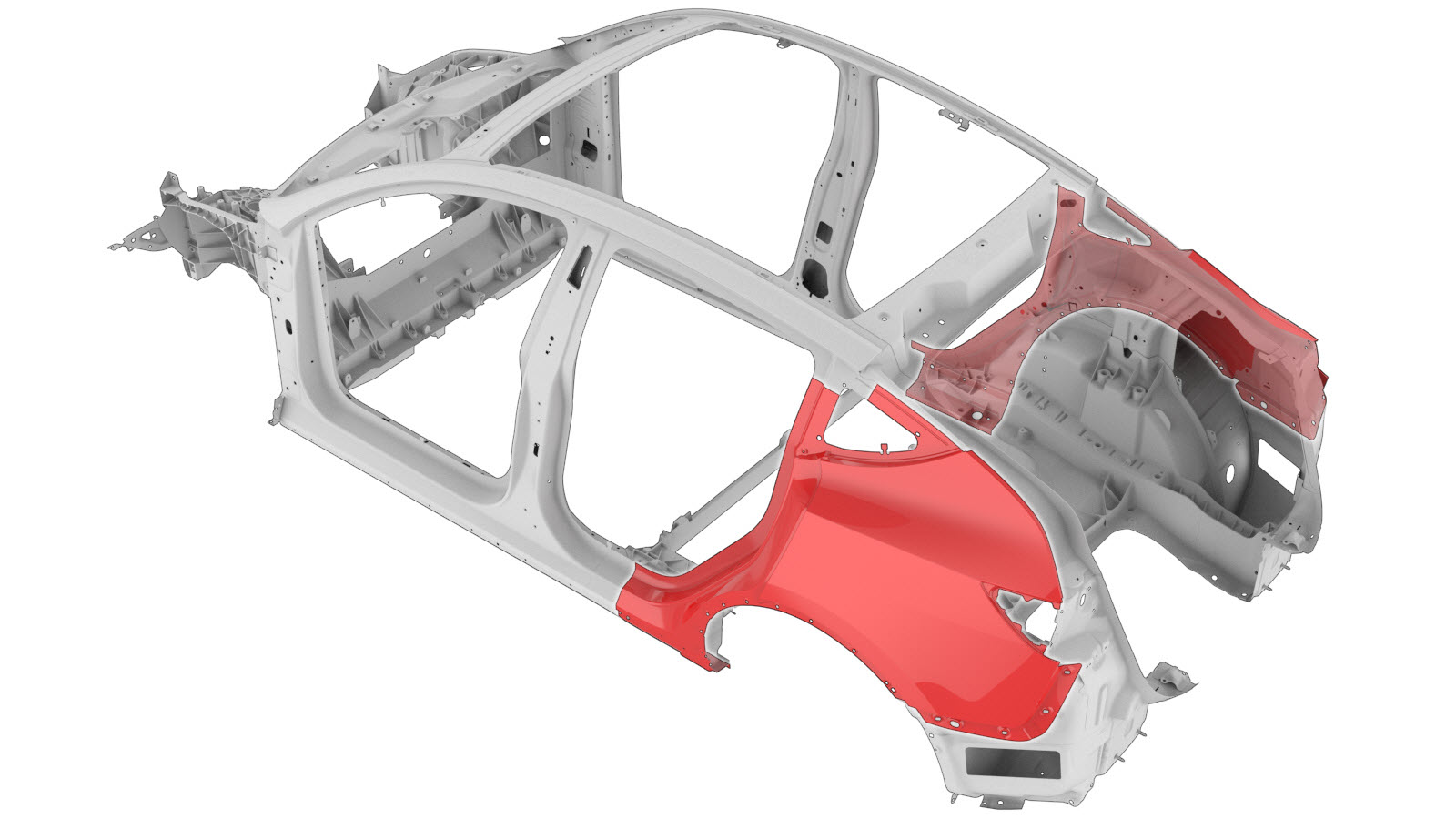
La siguiente imagen muestra la capa exterior de la aleta. Las áreas coloreadas indican si se permite la división en secciones. Compare la zona dañada de la capa exterior de la aleta del vehículo con la imagen siguiente y, a continuación, siga los criterios de reparación correspondientes al color de la zona resaltada para localizar los criterios que se deben seguir a fin de determinar si la zona dañada del componente se puede dividir en secciones.
| Sección de la capa exterior de la aleta | |
|---|---|
Según los colores utilizados en la imagen anterior, las reparaciones permitidas son las siguientes:
| Color de la zona | Reparabilidad de la zona |
|---|---|
| Zonas verdes: | En estas zonas se permite la división en secciones. |
| Zonas amarillas: | En estas zonas se permite la división en secciones. La espuma se encuentra detrás del panel. Nota Si realiza la división en secciones en esta zona, retire la espuma y limpie la zona para evitar la contaminación de la soldadura. |
| Zonas rojas: | La división en secciones no está permitida. |
Procedimiento de reparación
- Retire Brightwork - Upper - LH (Remove and Replace).
- Retire Glass - Body - Rear Quarter - LH (Remove and Replace).
- Retire Striker - Door - Rear - LH (Remove and Replace).
- Retire Carrier - Rocker Panel - LH (Remove and Replace).
- Retire Wheel Arch Liner - Rear - LH (Paquete estructural) (Remove and Replace).
- Retire Bracket - Rear Wing - LH (Remove and Replace).
- Retire Reflex Lens - Rear - RH (Remove and Replace).
- Solo componente izquierdo: Retire Charge Port (NACS) (Remove and Replace).
- Solo componente izquierdo: Retire Door Assembly - Charge Port (NA) (Remove and Replace).
-
Retire el componente original.
- o Soldaduras por puntos de fábrica
- o SPR de fábrica
-
Retire el componente original.
- o Soldaduras por puntos de fábrica
- o SPR de fábrica
-
Retire el componente original.
- o Soldaduras por puntos de fábrica
-
Retire el componente original.
- o Soldaduras por puntos de fábrica
-
Preparación para la instalación.
NotaUna X roja indica una ubicación en la que no se está sustituyendo una fijación instalada de fábrica.
- o Remaches Flow Form, S18
- o Soldaduras por puntos de instalación
- o Soldaduras de relleno de acero
- Soldadura MIG
NotaLa separación entre los paneles adyacentes de las juntas planas para esta reparación debe ser lo más pequeña posible para maximizar la resistencia de la junta. -
Preparación para la instalación.
NotaUna X roja indica una ubicación en la que no se está sustituyendo una fijación instalada de fábrica.
- o Remaches Flow Form, S18
- o Soldaduras por puntos de instalación
- Soldadura MIG
NotaLa separación entre los paneles adyacentes de las juntas planas para esta reparación debe ser lo más pequeña posible para maximizar la resistencia de la junta. -
Preparación para la instalación.
NotaUna X roja indica una ubicación en la que no se está sustituyendo una fijación instalada de fábrica.
- o Soldaduras de relleno de acero
-
Preparación para la instalación.
- o Soldaduras de relleno de acero
-
Aplique sellador de juntas según lo indicado.
PRECAUCIÓNEste procedimiento requiere un sellador de juntas con un grado de elongación secada superior al 150 %. De esta forma se evita la distorsión visible de la superficie exterior del panel de la aleta donde el soporte del alojamiento del puerto de carga está unido al interior del panel.PRECAUCIÓNSi se utiliza un sellador de juntas no diseñado para su aplicación sobre superficies metálicas desnudas, será necesario repasar la superficie de contacto del interior del panel de la aleta antes de instalar el conjunto de alojamiento del puerto de carga. Consulte la hoja de datos técnicos del producto de sellado de juntas que se está utilizando.
- Aplique adhesivo estructural en las superficies de contacto del vehículo y en el nuevo componente o componentes.
- Instale el componente o los componentes nuevos.
-
Realice una soldadura por puntos de resistencia.
- o Soldaduras por puntos de instalación
AvisoSi no se respetan todas las precauciones de seguridad durante la soldadura, incluyendo el uso de equipo de protección individual, podrían provocarse lesiones graves o daños en la propiedad. Solo los técnicos que han completado satisfactoriamente el curso de formación para soldadura de Tesla están autorizados para soldar componentes estructurales en vehículos Tesla.PRECAUCIÓNNo suelde en un vehículo Tesla antes de realizar el procedimiento de aislamiento eléctrico del vehículo (consulte el Manual de servicio específico del vehículo para obtener más información sobre el procedimiento de aislamiento eléctrico del vehículo). Soldar en un vehículo Tesla con un sistema de alta o baja tensión energizado podría dañar los componentes del vehículo. -
Realice la soldadura MIG.
- o Soldaduras de relleno de acero
- o Soldaduras de relleno de aluminio
- Soldadura MIG
AvisoSi no se respetan todas las precauciones de seguridad durante la soldadura, incluyendo el uso de equipo de protección individual, podrían provocarse lesiones graves o daños en la propiedad. Solo los técnicos que han completado satisfactoriamente el curso de formación para soldadura de Tesla están autorizados para soldar componentes estructurales en vehículos Tesla.AvisoPara mantener la integridad del vehículo en caso de choque, utilice únicamente alambre de soldadura aprobado y un soldador GMA aprobado para realizar soldaduras GMA en los vehículos Tesla. Consulte Soldadoras de gas y arco metálico (GMA) e hilo de soldadura aprobados para obtener información sobre los soldadores y el hilo de soldadura GMA aprobados.PRECAUCIÓNNo suelde en un vehículo Tesla antes de realizar el procedimiento de aislamiento eléctrico del vehículo (consulte el Manual de servicio específico del vehículo para obtener más información sobre el procedimiento de aislamiento eléctrico del vehículo). Soldar en un vehículo Tesla con un sistema de alta o baja tensión energizado podría dañar los componentes del vehículo.NotaAntes de la soldadura GMA, debe efectuarse una prueba de soldadura utilizando material del mismo calibre y tipo para asegurarse de que la configuración del equipo de soldadura cree una junta correcta. - Solo componente izquierdo: Instale Door Assembly - Charge Port (NA) (Remove and Replace).
- Solo componente izquierdo: Instale Charge Port (NACS) (Remove and Replace).
- Instale Reflex Lens - Rear - RH (Remove and Replace).
- Instale Bracket - Rear Wing - LH (Remove and Replace).
- Instale Wheel Arch Liner - Rear - LH (Paquete estructural) (Remove and Replace).
- Instale Carrier - Rocker Panel - LH (Remove and Replace).
- Instale Striker - Door - Rear - LH (Remove and Replace).
- Instale Glass - Body - Rear Quarter - LH (Remove and Replace).
- Instale Brightwork - Upper - LH (Remove and Replace).