Revêtement extérieur du quart
 Code de correction :
10100122302
10100118102
REMARQUE : Sauf indication explicite dans la procédure, le code de correction ci-dessus inclut tous les travaux de réparation suivant une collision et d'entretien requis pour effectuer cette procédure, y compris les procédures de réparation suivant une collision et d'entretien connexes. N’appliquez pas plusieurs codes de correction de collision à la fois, à moins qu’il vous soit explicitement indiqué de le faire. Selon l'ampleur des dommages subis par le véhicule, des réparations supplémentaires pourraient être nécessaires.
Code de correction :
10100122302
10100118102
REMARQUE : Sauf indication explicite dans la procédure, le code de correction ci-dessus inclut tous les travaux de réparation suivant une collision et d'entretien requis pour effectuer cette procédure, y compris les procédures de réparation suivant une collision et d'entretien connexes. N’appliquez pas plusieurs codes de correction de collision à la fois, à moins qu’il vous soit explicitement indiqué de le faire. Selon l'ampleur des dommages subis par le véhicule, des réparations supplémentaires pourraient être nécessaires.
Informations relatives à la réparation
- La section inférieure du revêtement extérieur de custode peut être remplacée à condition d’utiliser les lignes de coupe indiquées dans la partie Descriptions des sections du revêtement extérieur de custode de ce document.
- Lisez attentivement toutes les pratiques générales et la documentation de sécurité relatives aux réparations après collision et enfilez un équipement de protection individuel (ÉPI) avant de commencer cette procédure.
- Cette procédure n’exige pas l’utilisation d’un banc de redressage.
Liste des pièces
| Quantité | Description | Image/notes |
|---|---|---|
| 1 | PANNEAU - EXTÉRIEUR DE CUSTODE ARRIÈRE (Revêtement extérieur de custode) | |
| 11 | Rivet fluotourné S18 |
Lorsque vous commandez des pièces, consultez le Manuel des pièces et inscrivez le NIV du véhicule en réparation afin de trouver les bonnes pièces (et les numéros de pièce) pour le véhicule. Vous pouvez aussi utiliser la fonction de recherche dans le Manuel des pièces pour trouver une pièce précise pour le véhicule.
Descriptions des sections du revêtement extérieur de custode
- Si une réparation de section exige le retrait ou l'installation de panneaux ou d'ensembles supplémentaires, exécutez les procédures nécessaires selon la procédure de réparation qui s'applique spécifiquement à chaque panneau ou ensemble.
- Il est permis de couper à travers un trou de dégagement ou un trou non fonctionnel (trou de garniture extérieure), comme décrit ci-dessous.
- Ne coupez pas à moins de 25 mm du centre du trou du boulon.
- Les sections ne requièrent pas d’attaches aux joints bout à bout sauf s’il est précisément indiqué que oui.
- Une plaque d’appui peut être installée au joint bout à bout entre les sections (comme décrit dans créer et installer une plaque d’appui).
- Les espacements entre les panneaux avec joints bout à bout devraient être aussi petits que possible afin d’assurer une résistance maximale au niveau du joint.
- Soudure GMA aux sections avec joints bout à bout.
- Scellez tous les joints ouverts après le soudage.
- Si un joint bout à bout comprend une bride, ne soudez pas sur la bride (les brides sont fixées seulement à l’aide d’adhésif structural).
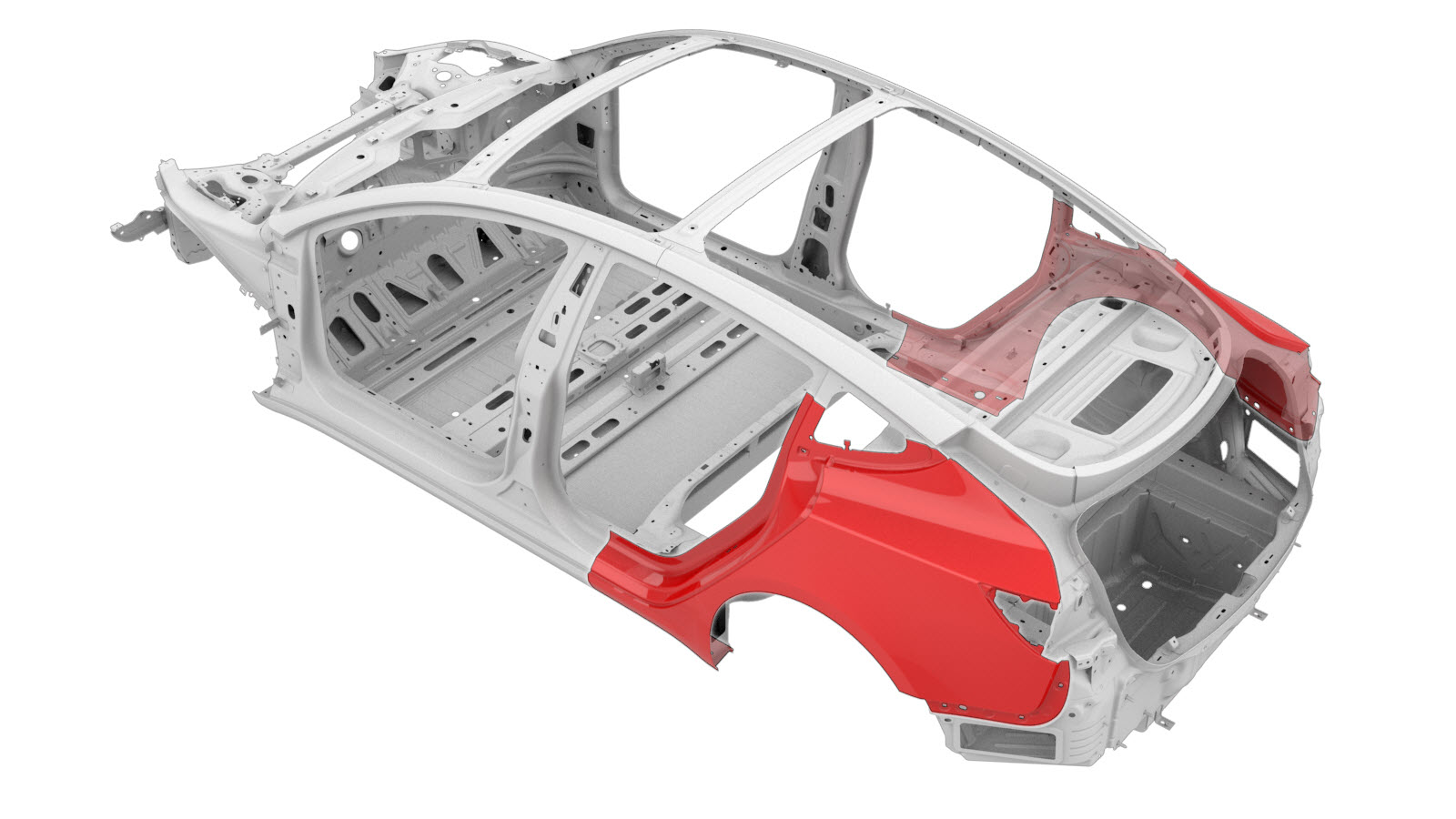
Les images ci-dessous montrent le revêtement extérieur de custode. Les zones colorées indiquent où le sectionnement est permis. Comparez la zone endommagée du revêtement de custode extérieur du véhicule à l'image ci-dessous, puis utilisez les critères de réparation correspondant à la couleur de la zone mise en évidence pour trouver les critères à utiliser afin d’établir si la zone endommagée du composant peut être sectionnée.
| Sectionnement du revêtement extérieur de custode | |
|---|---|
|
Avertissement Si le sectionnement se situe dans cette zone, soyez prudent au moment du soudage en raison du panneau d'aluminium sous-jacent. |
|
|
Remarque Si le sectionnement se situe dans cette zone, ne soudez pas le joint bout à bout dans la zone indiquée, mais remplissez plutôt le joint avec de l’adhésif structural. |
Sur la base des couleurs utilisées dans l’images ci-dessus, les réparations autorisées sont les suivantes :
| Couleur de la zone | Réparabilité de la zone |
|---|---|
| Zones vertes : | Le sectionnement est permis dans ces zones. |
| Zones jaunes : | Le sectionnement est permis dans ces zones. La mousse est située derrière le panneau. Remarque Si le sectionnement se situe dans cette zone, retirez la mousse, puis nettoyez la zone pour éviter de contaminer la soudure. |
| Zones rouges : | Sectionnement non permis. |
Procédure de réparation
- Retirez le ou la Ensemble de porte - port de recharge (Amérique du Nord) (type de faisceau) (retrait et remplacement).
- Retirez le ou la Glass - Body - Rear Quarter - LH (Remove and Install).
- Retirez le ou la Seal - Secondary - Rear Door - LH (Remove and Replace).
- Retirez le ou la Wheel Arch Liner - Rear - LH (Remove and Replace).
- Retirez le ou la Trim - Side - Trunk - RH (Remove and Replace).
- Retirez le ou la Trim - Side - Trunk - LH (Remove and Replace).
- Retirez le ou la Air Extractor - LH (Remove and Replace).
- Retirez le ou la Trim - C-Pillar - Rear - LH (Remove and Replace).
- Retirez le ou la Seat Back - 2nd Row - RH (Remove and Replace).
- Retirez le ou la Seat Back - 2nd Row - LH (Remove and Replace).
- Retirez le ou la Bracket - Taillight - LH (Remove and Replace).
- Retirez le ou la Bracket - Rear Wing - LH (Remove and Replace).
- Retirez le ou la Cover - Rocker Panel - Lower - LH (Remove and Replace).
- Retirez le ou la Seal - Body - Side - Rear - Primary - LH (Remove and Replace).
- Retirez le ou la Reflex Lens - Rear - RH (Remove and Replace).
- Retirez le ou la Trim - Sill Panel - Rear - LH (Remove and Replace).
- Retirez le ou la Striker - Door - Rear - LH (Remove and Replace).
-
Retirez le composant d’origine.
ou Rivets auto-perceurs d’usine
ou Points de soudure d’usine
-
Séparez la bride de passage de roue arrière.
-
Préparation en vue de l’installation.
RemarqueUn X rouge indique un emplacement où une fixation installée en usine n’est pas remplacée.
ou Soudures par bouchonnage sur acier
-
Appliquez de l’enduit de scellement dans la zone où le support du boîtier du port de recharge est en contact direct avec le revêtement du panneau de custode et le déflecteur en mousse d’origine (illustré ici en orange).
ATTENTIONCette procédure nécessite l’utilisation d’un enduit de scellement ayant un taux d’élongation supérieur à 150 %. Ceci permet d’éviter toute déformation visible de la surface extérieure du panneau de custode à l’endroit où le support du boîtier du port de recharge est collé à l’intérieur du panneau.ATTENTIONSi vous utilisez un produit d’étanchéité qui n’est pas conçu pour être appliqué sur des surfaces métalliques nues, la surface de contact à l’intérieur du panneau de custode devra être retouchée avant d’installer l’ensemble du boîtier du port de recharge. Reportez-vous à la fiche technique de l’enduit de scellement utilisé.
- Appliquez de l’adhésif structural sur les surfaces de contact du véhicule et les nouveaux composants (le cas échéant).
-
Installez le ou les nouveaux composants.
RemarqueLa bride inférieure de la partie extérieure latérale de la carrosserie est fixée uniquement à l’aide d’un adhésif structural.
-
Repliez la bride du passage de roue.
-
Effectuez une soudure MIG.
ou Soudures par bouchonnage sur acier
Soudure MIG
AvertissementNe soudez pas le panneau où il entre directement en contact avec les panneaux haute résistance sous-jacents. La chaleur risque d’affaiblir la structure en acier haute résistance sous-jacente.AvertissementLe non-respect de toutes les mesures de sécurité, notamment l’utilisation de l’équipement de protection individuelle, peut entraîner des blessures graves ou des dommages matériels. Seuls les techniciens qui ont suivi la formation relative aux soudures approuvées de Tesla sont autorisés à souder des composants structuraux sur les véhicules Tesla.AvertissementPour préserver l’intégrité du véhicule en cas d’accident, utilisez exclusivement les fils de soudure approuvés et une soudeuse GMA approuvée pour effectuer des soudures GMA sur des véhicules Tesla. Reportez-vous à Soudeuses GMA (soudage à l'arc sous protection gazeuse) et fil de soudage approuvés pour de l'information sur les soudeurs et fils de soudure MIG approuvés.AvertissementAvant de procéder à une soudure GMA assurez-vous que l’adhésif structural est sec au toucher. Si l’adhésif structurel n’est pas sec au toucher avant que vous procédiez à une soudure MIG, la force de la liaison adhésive peut être compromise.ATTENTIONN’effectuez pas de soudure sur un véhicule Tesla avant d’avoir fait la procédure d’isolation des véhicules électriques (rapportez-vous au Manuel d’entretien du véhicule en question pour en savoir plus sur la procédure). Le soudage sur un véhicule Tesla dont le circuit haute tension ou basse tension est alimenté peut endommager des composants du véhicule.RemarqueAvant de procéder à une soudure MIG, effectuez une soudure d’essai à l’aide d’un matériau de même épaisseur et de même type pour vous assurer que les réglages de l’équipement de soudure permettent d’obtenir un joint satisfaisant. - Pour les véhicules en Chine uniquement : Installez une nouvelle étiquette de certificat de fabrication (pour en savoir plus, reportez-vous à la procédure du manuel d’entretien du véhicule Model 3).
- Effectuez toutes les opérations après réparation nécessaires.
- Installez le ou la Striker - Door - Rear - LH (Remove and Replace).
- Installez le ou la Trim - Sill Panel - Rear - LH (Remove and Replace).
- Installez le ou la Reflex Lens - Rear - RH (Remove and Replace).
- Installez le ou la Seal - Body - Side - Rear - Primary - LH (Remove and Replace).
- Installez le ou la Cover - Rocker Panel - Lower - LH (Remove and Replace).
- Installez le ou la Bracket - Rear Wing - LH (Remove and Replace).
- Installez le ou la Bracket - Taillight - LH (Remove and Replace).
- Installez le ou la Seat Back - 2nd Row - LH (Remove and Replace).
- Installez le ou la Seat Back - 2nd Row - RH (Remove and Replace).
- Installez le ou la Trim - C-Pillar - Rear - LH (Remove and Replace).
- Installez le ou la Air Extractor - LH (Remove and Replace).
- Installez le ou la Trim - Side - Trunk - LH (Remove and Replace).
- Installez le ou la Trim - Side - Trunk - RH (Remove and Replace).
- Installez le ou la Wheel Arch Liner - Rear - LH (Remove and Replace).
- Installez le ou la Seal - Secondary - Rear Door - LH (Remove and Replace).
- Installez le ou la Glass - Body - Rear Quarter - LH (Remove and Install).
- Installez le ou la Ensemble de porte - port de recharge (Amérique du Nord) (type de faisceau) (retrait et remplacement).