Côté extérieur de la carrosserie
 Code de correction :
10100102502
10100121502
REMARQUE : Sauf indication explicite dans la procédure, le code de correction ci-dessus inclut tous les travaux de réparation suivant une collision et d'entretien requis pour effectuer cette procédure, y compris les procédures de réparation suivant une collision et d'entretien connexes. N’appliquez pas plusieurs codes de correction de collision à la fois, à moins qu’il vous soit explicitement indiqué de le faire. Selon l'ampleur des dommages subis par le véhicule, des réparations supplémentaires pourraient être nécessaires.
Code de correction :
10100102502
10100121502
REMARQUE : Sauf indication explicite dans la procédure, le code de correction ci-dessus inclut tous les travaux de réparation suivant une collision et d'entretien requis pour effectuer cette procédure, y compris les procédures de réparation suivant une collision et d'entretien connexes. N’appliquez pas plusieurs codes de correction de collision à la fois, à moins qu’il vous soit explicitement indiqué de le faire. Selon l'ampleur des dommages subis par le véhicule, des réparations supplémentaires pourraient être nécessaires.
Informations relatives à la réparation
- Lisez attentivement toutes les pratiques générales et la documentation de sécurité relatives aux réparations après collision et enfilez un équipement de protection individuel (ÉPI) avant de commencer cette procédure.
- Cette procédure n’exige pas l’utilisation d’un banc de redressage.
- L’ensemble du côté extérieur de la carrosserie peut être :
- Remplacé en une seule réparation en tant que composant complet en utilisant la pièce de rechange M3 ASY, BODY SIDE OUTER et les instructions dans la section Procédure de réparation du présent document.
- Réparé à l’aide de l’ensemble de rechange prétaillé montré dans Ensembles de rechange. Si vous remplacez une portion de la partie extérieure latérale de la carrosserie (et non l’ensemble extérieur latéral complet de la carrosserie) en utilisant un ensemble de rechange, utilisez seulement les parties pertinentes de chaque étape dans le Procédure de réparation pour établir quelles pièces et attaches sont nécessaires et les étapes requises pour effectuer la réparation.
- Réparé en sections plus grandes ou plus petites que les ensembles de remplacement. Toute section individuelle ou toute combinaison de sections de l’ensemble extérieur latéral de la carrosserie peut être remplacée à condition de respecter les directives du Directives de coupe.
Liste des pièces
| Quantité | Description | Image/notes |
|---|---|---|
| 1 | ENS. M3 EXTÉRIEUR LATÉRAL DE CARROSSERIE (extérieur latéral de carrosserie) |
Remarque Un sous-ensemble prédécoupé peut être utilisé si l’on sectionne la partie extérieure latérale de la carrosserie. |
| 1 | BOUCHON, ROND, 25 MM, TPV, NOIR |
Numéro de pièce Tesla 1077461-00-A.
Remarque Nécessaire uniquement en cas de réparation de la section custode sur des véhicules fabriqués avant le 5 octobre 2020. Remarque Cette pièce n'est pas nécessaire si vous utilisez l'ENSEMBLE - CUSTODE ARRIÈRE EXTÉRIEURE - GAUCHE - COFFRE NON ÉLECTRIQUE 1073677-S0-A. |
| 10 | Rivets de structure à tête ampoulée de 6,5 mm | |
| 2 | Rivet à tête fraisée, 4,8 mm court | |
| 1 | Rivet à tête fraisée, 4,8 mm long | |
| 2 | Rivets de structure à tête fraisée, 6,5 mm | |
| 11 | Rivet fluotourné S18 | |
| 1 | Rivet fluotourné S28 | |
| 2 | Boulon , SEMS,[FL],HX,M8X23.5,[109],G1009,PTC | Numéro de pièce Tesla 1063260-00-C. |
| 1 | Écrou riveté Rivnut, M6x1, 4,0 mm GRP, ACIER, ZnNi | Numéro de pièce Tesla 1038174-00-A. Remarque Nécessaire uniquement en cas de réparation de la section custode et si le véhicule est équipé d’un écrou riveté Rivnut pour fixer le fil de terre à l’ensemble du boîtier du port de recharge. |
Ensembles de rechange
| Ensembles de rechange de la partie extérieure latérale de la carrosserie | ||
|---|---|---|
| ENSEMBLE, EXT LATÉRAL CARROSSERIE MONTANT A | ENSEMBLE, EXT LATÉRAL CARROSSERIE MONTANT B | ENSEMBLE EXTÉRIEUR DE CUSTODE |
Directives de coupe
- Si une réparation de section exige le retrait ou l'installation de panneaux ou d'ensembles supplémentaires, exécutez les procédures nécessaires selon la procédure de réparation qui s'applique spécifiquement à chaque panneau ou ensemble.
- Il est permis de couper à travers un trou de dégagement ou un trou non fonctionnel (trou de garniture extérieure), comme décrit ci-dessous.
- Ne coupez pas à moins de 25 mm du centre du trou du boulon.
- Les sections ne requièrent pas d’attaches aux joints bout à bout sauf s’il est précisément indiqué que oui.
- Une plaque d’appui peut être installée au joint bout à bout entre les sections (comme décrit dans créer et installer une plaque d’appui).
- Les espacements entre les panneaux avec joints bout à bout devraient être aussi petits que possible afin d’assurer une résistance maximale au niveau du joint.
- Soudure GMA aux sections avec joints bout à bout.
- Scellez tous les joints ouverts après le soudage.
- Si un joint bout à bout comprend une bride, ne soudez pas sur la bride (les brides sont fixées seulement à l’aide d’adhésif structural).
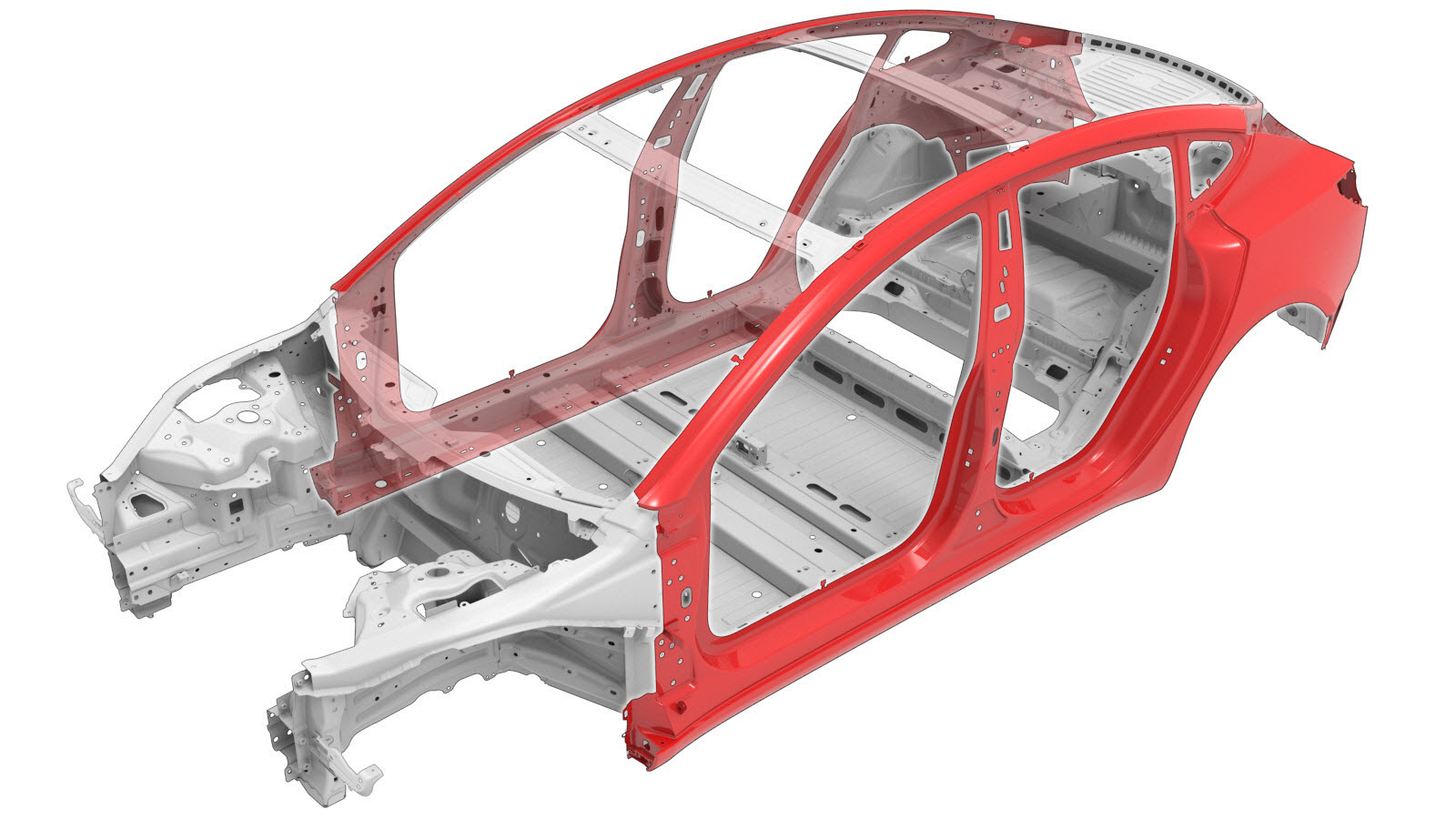
Les images ci-dessous montrent la partie extérieure latérale complète de la carrosserie. Les zones colorées indiquent où le sectionnement est permis. Comparez la zone endommagée de la partie extérieure latérale de la carrosserie aux images ci-dessous, puis utilisez les critères de réparation correspondant à la couleur de la zone surlignée pour trouver les critères à utiliser pour établir si la zone endommagée du composant peut être réparée.
| Sectionnement de la partie extérieure latérale de la carrosserie | |
|---|---|
|
Remarque Le sectionnement de Ensembles de rechange est identique à la zone correspondante de la partie extérieure latérale complète de la carrosserie. |
|
|
Remarque Si le sectionnement se situe dans cette zone, ne soudez pas le joint bout à bout dans la zone indiquée, mais remplissez plutôt le joint avec de l’adhésif structural. |
|
|
Avertissement Si le sectionnement se situe dans cette zone, soyez prudent au moment du soudage en raison du panneau d'aluminium sous-jacent. |
Sur la base des couleurs utilisées dans l’images ci-dessus, les réparations autorisées sont les suivantes :
| Couleur de la zone | Réparabilité de la zone |
|---|---|
| Zones vertes : | Le sectionnement est permis dans ces zones. |
| Zones jaunes : | Le sectionnement est permis dans ces zones. La mousse est située derrière le panneau. Remarque Si le sectionnement se situe dans cette zone, retirez la mousse, puis nettoyez la zone pour éviter de contaminer la soudure. |
| Zones rouges : | Sectionnement non permis. |
Procédure de réparation
- Retirez le ou la Cover - Rocker Panel - Lower - LH (Remove and Replace).
- Retirez le ou la Fender Assembly - Front - LH (Remove and Install).
- Retirez le ou la Windshield (Vehicles with 2nd Generation or Later Autopilot) (Remove and Replace).
- Retirez le ou la Bumper Beam - Rear (Remove and Replace).
- Retirez le ou la Bracket - Rear Wing - LH (Remove and Replace).
- Retirez le ou la Air Extractor - LH (Remove and Replace).
- Retirez le ou la Subwoofer (Remove and Replace).
- Retirez le ou la Charge Port (Busbar Type) (NACS) (Remove and Replace).
- Retirez le ou la Ensemble de porte - port de recharge (Amérique du Nord) (type de faisceau) (retrait et remplacement).
- Retirez le ou la Airbag - Curtain - LH (Remove and Replace).
- Retirez le ou la Glass - Roof - Fixed (Remove and Replace).
- Retirez le ou la Door - Front - LH (Remove and Install).
- Retirez le ou la Seal - Body - Side - Front - Primary - LH (Remove and Replace).
- Retirez le ou la Striker - Door - Front - LH (Remove and Replace).
- Retirez le ou la Hinge - Door - Front - Upper - LH (Remove and Replace).
- Retirez le ou la Hinge - Door - Front - Lower - LH (Remove and Replace).
- Retirez le ou la Door - Rear - LH (Remove and Install).
- Retirez le ou la Seal - Body - Side - Rear - Primary - LH (Remove and Replace).
- Retirez le ou la Striker - Door - Rear - LH (Remove and Replace).
- Retirez le ou la Hinge - Rear Door - Upper - LH (Remove & Replace).
- Retirez le ou la Hinge - Door - Rear - Lower - LH (Remove and Replace).
- Retirez le ou la Glass - Body - Rear Quarter - LH (Remove and Install).
- Retirez le ou la Brightwork - Upper - LH (Remove and Replace).
- Retirez le ou la Wheel Arch Liner - Rear - LH (Remove and Replace).
- Retirez le ou la Carpet - Rear Trunk (1-Piece) (Remove and Replace).
- Retirez le ou la Hinge - Trunk - LH (Remove and Replace).
- Retirez le ou la Hinge - Power Trunk - LH (Remove and Replace).
- Retirez le ou la Seatbelt - 2nd Row - LH (Remove and Replace).
- Retirez le ou la Trim - B-Pillar - Lower - LH (Remove and Replace).
- Retirez le ou la Trim - B-Pillar - Upper - LH (Remove and Replace).
- Retirez le ou la Reflex Lens - Rear - RH (Remove and Replace).
- Retirez le ou la Power Trunk (Remove and Install).
- Retirez le ou la Glass - Backlight (Heat Pump) (Remove and Install).
- Si vous remplacez une section de la partie extérieure latérale de la carrosserie : Marquez la partie extérieure latérale de la carrosserie aux emplacements de la ligne de découpe de la section comme décrits dans le Directives de coupe.
-
Retirez le composant d’origine.
ou Points de soudure d’usineou Percer à travers les points de soudure d’usineRemarqueLorsque vous percez dans les points de soudure, utilisez un foret qui permettra de créer un trou de la taille parfaite pour la fixation qui remplacera le point de soudure.
ou Rivets auto-perceurs d’usine
ou Boulons
-
Séparez la bride du passage de roue.
-
Préparation en vue de l’installation.
RemarqueSi vous remplacez une section de la partie extérieure latérale de la carrosserie (et non l’ensemble extérieur latéral de la carrosserie), utilisez les parties pertinentes de chaque étape pour déterminer les pièces et les fixations nécessaires et les étapes requises pour effectuer la réparation.RemarqueUn X rouge indique un emplacement où une fixation installée en usine n’est pas remplacée.
ou Rivets à tête fraisée, 4,8 mm court
ou Rivets à tête fraisée, 4,8 mm long
ou Rivets de structure à tête ampoulée, 6,5 mmRemarqueAssurez-vous que le rivet encerclé en rouge relie tous les panneaux du dessous.ou Rivets de structure à tête fraisée, 6,5 mm
ou Points de soudure d’installation
ou Soudures par bouchonnage sur acier
-
Si vous remplacez la section custode de la partie extérieure latérale de la carrosserie d’un véhicule fabriqué avant le 5 octobre 2020 et si la gouttière supérieure de la pièce fournie ne correspond pas au véhicule, modifiez la pièce en utilisant le panneau sous-jacent comme référence pour marquer et découper 2 trous aux emplacements indiqués en vert (illustrés ci-dessous).
- Appliquez de l’adhésif structural sur les surfaces de contact du véhicule et les nouveaux composants (le cas échéant).
-
Installez le ou les nouveaux composants.
Serrez les boulons à un couple de 35 Nm.RemarqueLa bride inférieure de la partie extérieure latérale de la carrosserie est fixée uniquement à l’aide d’un adhésif structural.
-
Procédez au soudage par points par résistance.
ou Points de soudure d’installation
ou Soudures par bouchonnage sur acier
AvertissementLe non-respect de toutes les mesures de sécurité, notamment l’utilisation de l’équipement de protection individuelle, peut entraîner des blessures graves ou des dommages matériels. Seuls les techniciens qui ont suivi la formation relative aux soudures approuvées de Tesla sont autorisés à souder des composants structuraux sur les véhicules Tesla.ATTENTIONN’effectuez pas de soudure sur un véhicule Tesla avant d’avoir fait la procédure d’isolation des véhicules électriques (rapportez-vous au Manuel d’entretien du véhicule en question pour en savoir plus sur la procédure). Le soudage sur un véhicule Tesla dont le circuit haute tension ou basse tension est alimenté peut endommager des composants du véhicule. -
Si vous remplacez une section de la carrosserie extérieure,
effectuez un soudage GMA sur les joints bout à bout.
Soudure MIGAvertissementNe soudez pas le panneau où il entre directement en contact avec les panneaux haute résistance sous-jacents. La chaleur risque d’affaiblir la structure en acier haute résistance sous-jacente.AvertissementLe non-respect de toutes les mesures de sécurité, notamment l’utilisation de l’équipement de protection individuelle, peut entraîner des blessures graves ou des dommages matériels. Seuls les techniciens qui ont suivi la formation relative aux soudures approuvées de Tesla sont autorisés à souder des composants structuraux sur les véhicules Tesla.AvertissementPour préserver l’intégrité du véhicule en cas d’accident, utilisez exclusivement les fils de soudure approuvés et une soudeuse GMA approuvée pour effectuer des soudures GMA sur des véhicules Tesla. Reportez-vous à Soudeuses GMA (soudage à l'arc sous protection gazeuse) et fil de soudage approuvés pour de l'information sur les soudeurs et fils de soudure MIG approuvés.AvertissementAvant de procéder à une soudure GMA assurez-vous que l’adhésif structural est sec au toucher. Si l’adhésif structurel n’est pas sec au toucher avant que vous procédiez à une soudure MIG, la force de la liaison adhésive peut être compromise.ATTENTIONN’effectuez pas de soudure sur un véhicule Tesla avant d’avoir fait la procédure d’isolation des véhicules électriques (rapportez-vous au Manuel d’entretien du véhicule en question pour en savoir plus sur la procédure). Le soudage sur un véhicule Tesla dont le circuit haute tension ou basse tension est alimenté peut endommager des composants du véhicule.RemarqueAvant de procéder à une soudure MIG, effectuez une soudure d’essai à l’aide d’un matériau de même épaisseur et de même type pour vous assurer que les réglages de l’équipement de soudure permettent d’obtenir un joint satisfaisant.
-
Repliez la bride du passage de roue.
-
Si vous remplacez la section custode de la partie extérieure latérale de la carrosserie d’un véhicule construit avant le 5 octobre 2020 et si la gouttière supérieure de la pièce fournie ne correspond pas au véhicule,
effectuez un soudage à l’arc sous gaz avec fil plein pour fermer le trou indiqué en rouge.
AvertissementNe soudez pas le panneau où il entre directement en contact avec les panneaux haute résistance sous-jacents. La chaleur risque d’affaiblir la structure en acier haute résistance sous-jacente.AvertissementLe non-respect de toutes les mesures de sécurité, notamment l’utilisation de l’équipement de protection individuelle, peut entraîner des blessures graves ou des dommages matériels. Seuls les techniciens qui ont suivi la formation relative aux soudures approuvées de Tesla sont autorisés à souder des composants structuraux sur les véhicules Tesla.AvertissementPour préserver l’intégrité du véhicule en cas d’accident, utilisez exclusivement les fils de soudure approuvés et une soudeuse GMA approuvée pour effectuer des soudures GMA sur des véhicules Tesla. Reportez-vous à Soudeuses GMA (soudage à l'arc sous protection gazeuse) et fil de soudage approuvés pour de l'information sur les soudeurs et fils de soudure MIG approuvés.AvertissementAvant de procéder à une soudure GMA assurez-vous que l’adhésif structural est sec au toucher. Si l’adhésif structurel n’est pas sec au toucher avant que vous procédiez à une soudure MIG, la force de la liaison adhésive peut être compromise.ATTENTIONN’effectuez pas de soudure sur un véhicule Tesla avant d’avoir fait la procédure d’isolation des véhicules électriques (rapportez-vous au Manuel d’entretien du véhicule en question pour en savoir plus sur la procédure). Le soudage sur un véhicule Tesla dont le circuit haute tension ou basse tension est alimenté peut endommager des composants du véhicule.RemarqueAvant de procéder à une soudure MIG, effectuez une soudure d’essai à l’aide d’un matériau de même épaisseur et de même type pour vous assurer que les réglages de l’équipement de soudure permettent d’obtenir un joint satisfaisant.
-
Si vous remplacez la section custode de la partie extérieure latérale de la carrosserie d’un véhicule fabriqué avant le 5 octobre 2020 et si la gouttière supérieure de la pièce fournie ne correspond pas au véhicule, installez le bouchon de passage dans le trou existant comme indiqué.
-
Si vous remplacez la section custode et que le boîtier du port de recharge d’origine avait un fil de terre ou un point de fixation du faisceau, percez un trou dans le nouveau boîtier du port de recharge pour un écrou riveté Rivnut ou un clip de retenue.
Écrou riveté Rivnut
Reportez-vous à la procédure Boîtier du port de recharge pour obtenir des informations sur la taille et l’emplacement du trou.
- Effectuez toutes les opérations après réparation nécessaires.
- Installez le ou la Glass - Backlight (Heat Pump) (Remove and Install).
- Installez le ou la Power Trunk (Remove and Install).
- Installez le ou la Reflex Lens - Rear - RH (Remove and Replace).
- Installez le ou la Trim - B-Pillar - Upper - LH (Remove and Replace).
- Installez le ou la Trim - B-Pillar - Lower - LH (Remove and Replace).
- Installez le ou la Seatbelt - 2nd Row - LH (Remove and Replace).
- Installez le ou la Hinge - Power Trunk - LH (Remove and Replace).
- Installez le ou la Hinge - Trunk - LH (Remove and Replace).
- Installez le ou la Carpet - Rear Trunk (1-Piece) (Remove and Replace).
- Installez le ou la Wheel Arch Liner - Rear - LH (Remove and Replace).
- Installez le ou la Brightwork - Upper - LH (Remove and Replace).
- Installez le ou la Glass - Body - Rear Quarter - LH (Remove and Install).
- Installez le ou la Hinge - Door - Rear - Lower - LH (Remove and Replace).
- Installez le ou la Hinge - Rear Door - Upper - LH (Remove & Replace).
- Installez le ou la Striker - Door - Rear - LH (Remove and Replace).
- Installez le ou la Seal - Body - Side - Rear - Primary - LH (Remove and Replace).
- Installez le ou la Door - Rear - LH (Remove and Install).
- Installez le ou la Hinge - Door - Front - Lower - LH (Remove and Replace).
- Installez le ou la Hinge - Door - Front - Upper - LH (Remove and Replace).
- Installez le ou la Striker - Door - Front - LH (Remove and Replace).
- Installez le ou la Seal - Body - Side - Front - Primary - LH (Remove and Replace).
- Installez le ou la Door - Front - LH (Remove and Install).
- Installez le ou la Glass - Roof - Fixed (Remove and Replace).
- Installez le ou la Airbag - Curtain - LH (Remove and Replace).
- Installez le ou la Ensemble de porte - port de recharge (Amérique du Nord) (type de faisceau) (retrait et remplacement).
- Installez le ou la Charge Port (Busbar Type) (NACS) (Remove and Replace).
- Installez le ou la Subwoofer (Remove and Replace).
- Installez le ou la Air Extractor - LH (Remove and Replace).
- Installez le ou la Bracket - Rear Wing - LH (Remove and Replace).
- Installez le ou la Bumper Beam - Rear (Remove and Replace).
- Installez le ou la Windshield (Vehicles with 2nd Generation or Later Autopilot) (Remove and Replace).
- Installez le ou la Fender Assembly - Front - LH (Remove and Install).
- Installez le ou la Cover - Rocker Panel - Lower - LH (Remove and Replace).